45#鋼是應(yīng)用最廣泛的鋼種之一,幾乎所有的熱處理工作者都和它打過交道,大多數(shù)同仁認(rèn)為45鋼是很難纏的“對(duì)手”,水淬易裂,油淬不硬。該鋼主要用于制造各種鍛件,大鍛件在正火狀態(tài)下使用,也可調(diào)質(zhì);小鍛件基本施以調(diào)質(zhì)。根據(jù)需要,淬火后也可低溫或中溫回火。隨著國民經(jīng)濟(jì)的發(fā)展和外向型經(jīng)濟(jì)的需求,45鋼不僅用來制造工程上的各種構(gòu)件,而且可以制造低檔模具,以及慢速切削絲錐、板牙等刀具,還可以用來制造鋼絲鉗、扳手、起子、榔頭等各種五金工具,以及各種園林工具和農(nóng)機(jī)工具。以下簡介45鋼熱處理工藝及表層改性方面的工藝,供業(yè)界同仁參考。
一、45鋼的化學(xué)成分、熱處理臨界點(diǎn)及通用工藝
45鋼的化學(xué)成分見表1,熱處理臨界點(diǎn)見表2。
表1 45鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 45鋼的熱處理臨界點(diǎn) (℃)

1)毛坯軟化處理:740~760℃×4~6h,以50~100℃/h的冷卻速度,爐冷至600℃出爐空冷。3)調(diào)質(zhì):840~860℃加熱淬火,450~550℃回火。4)淬火+回火:820~840℃加熱淬火,根據(jù)實(shí)際情況,選擇合適的冷卻劑;回火工藝根據(jù)工件要求的力學(xué)性能而定。
二、45鋼的沸水淬火
45鋼的淬透性較差,自來水冷卻時(shí)的臨界淬火直徑為10~15mm,鹽水冷卻時(shí)也不超過25mm。工件尺寸若超過臨界淬火直徑,則調(diào)質(zhì)效果差,尺寸越大效果越差。因此,45鋼的大截面工件調(diào)質(zhì)處理,沿截面不會(huì)得到均勻的組織,達(dá)不到調(diào)質(zhì)的效果。為了改善這一狀況,一般采用提高加熱溫度或選用劇烈的冷卻介質(zhì),前者會(huì)引起氧化脫碳,且能耗大,后者易引起變形開裂。因此,對(duì)于超過臨界直徑淬火的工件,往往采用正火作為最終處理,但正火除冷卻速度較慢外,冷卻速度還要受到環(huán)境、氣溫、溫度的影響,使硬度無法控制,正火的質(zhì)量難以保證。國內(nèi)有人研究用沸水淬火代替調(diào)質(zhì)的熱處理工藝,獲得了成功,現(xiàn)簡介如下:試驗(yàn)用45鋼的wC為0.46%,箱式爐加熱,試樣規(guī)格為φ50mm×150mm、φ70mm×210mm、φ80mm×210mm,加熱溫度為840℃,采用100℃沸水冷卻,在其1/2長度橫截面上,沿3條過中心且均勻分布的直線測其硬度,結(jié)果見表3。
表3 45鋼沸水淬火后硬度分布
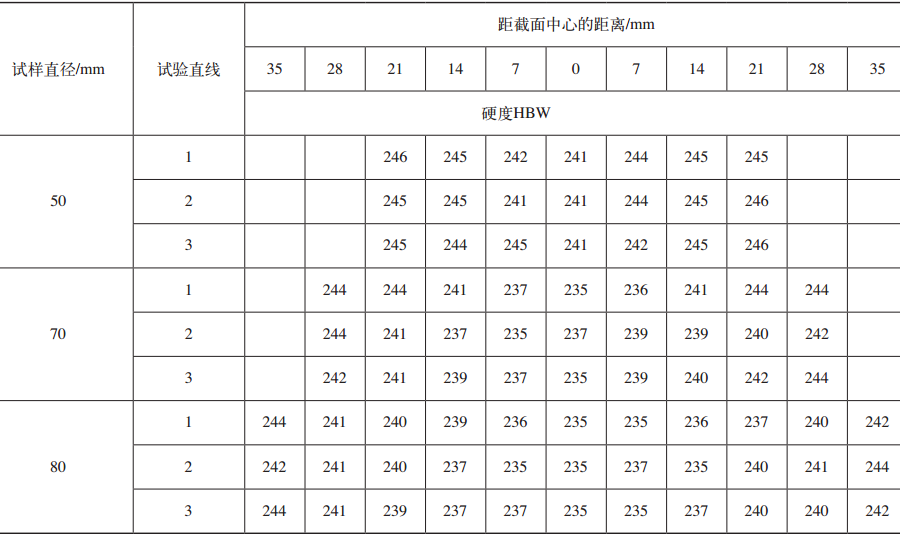
1)大截面的45鋼沸水淬火,沿整個(gè)截面的硬度和組織比較均勻。由于沸水始終保持在100℃,因而力學(xué)性能不受環(huán)境和季節(jié)的影響。2)45鋼沸水淬火可代替普通正火,作為工件的最終熱處理,正火加熱溫度可降低15~20℃,且綜合力學(xué)性能佳。3)適當(dāng)選擇冷卻水溫,45鋼大截面工件的沸水淬火完全可以代替調(diào)質(zhì)處理,而且可以縮短生產(chǎn)周期、節(jié)能增效。
三、45鋼的淬火冷卻
現(xiàn)以φ12.5mm×60mm的45鋼舉例,wC為0.46%,加熱溫度為840℃,論述其在不同介質(zhì)中的淬火結(jié)果。從840℃保溫結(jié)束淬水時(shí),由于冷卻速度較快(約540℃/s),珠光體和鐵素體轉(zhuǎn)變都被抑制了,直到300℃時(shí)過冷奧氏體轉(zhuǎn)變成馬氏體組織,這種組織的性能:Rm≥1100MPa、ReL≥720 MPa、A≥7%、Z≥15%、硬度52~60HRC。從840℃奧氏體化后立即淬入N32油中,由于冷卻速度緩慢(約240℃/s),開始階段,過冷奧氏體并沒有發(fā)生轉(zhuǎn)變,直到450℃,部分奧氏體轉(zhuǎn)變成貝氏體,冷至300℃左右,奧氏體分解停止,繼續(xù)冷卻時(shí)其余部分過冷奧氏體轉(zhuǎn)變成馬氏體。室溫下的組織為<20%的貝氏體+80%的馬氏體+少量的殘留奧氏體。過冷奧氏體冷到700℃左右開始析出鐵素體,到650℃鐵素體析出停止,殘留奧氏體開始轉(zhuǎn)變成珠光體,到600℃左右則全部轉(zhuǎn)變成珠光體,室溫下的組織為30%鐵素體+70%珠光體,硬度220~250HBW。為了充分挖掘45鋼潛力,人們從自家的產(chǎn)品出發(fā),開發(fā)和引進(jìn)了不少新的淬火冷卻介質(zhì),比如:兩硝水溶液、PAG淬火劑、三硝淬火劑、氯化鈣水溶液、碳酸鈉水溶液、有機(jī)溶劑和無機(jī)水基淬火冷卻介質(zhì)等。
四、45鋼淬火罅裂不容忽視
45鋼小件按常規(guī)工藝淬火,時(shí)有“細(xì)、短、淺、直”的瓦狀裂紋發(fā)生,這種裂紋深度大約是被淬工件直徑的1%~10%,若工件表面粗糙或有劃痕,也可能出現(xiàn)粗大裂紋。這種有規(guī)律的“細(xì)、短、淺、直”裂紋特征就是所謂的罅裂。多少年來,人們對(duì)罅裂的本質(zhì)并未認(rèn)識(shí)清楚,但對(duì)其研究從未停止腳步。研究表明,罅裂與原材料并無直接關(guān)系,而與工件的尺寸是否處于易裂的危險(xiǎn)尺寸有關(guān),同時(shí)鋼材的實(shí)際含碳量也有影響。國內(nèi)同行做了大量的工作,發(fā)表了很有見地的實(shí)用文章,筆者將它繪制成圖1。
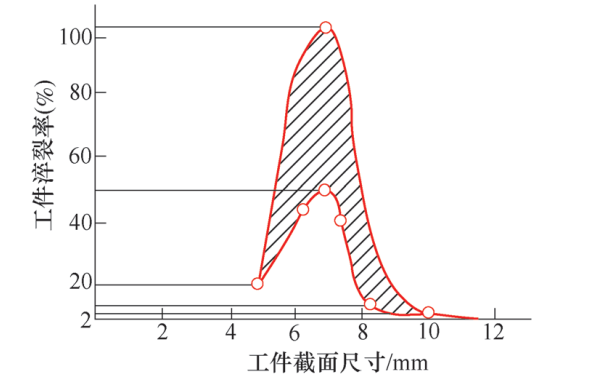
圖1 45鋼水淬裂紋率與工件截面尺寸的關(guān)系
從圖1可以看出,罅裂始于5mm,并隨著工件截面尺寸的增加而增多,其峰值在6~8mm,7mm則幾乎淬裂率100%,自9mm以后罅裂趨于平緩,12mm則基本不裂。此結(jié)論被國內(nèi)廣大的同仁所認(rèn)同。為什么會(huì)出現(xiàn)這個(gè)特殊的“危險(xiǎn)淬裂尺寸”呢?比較一致的看法是,45鋼工件在完全淬透的情況下,表面應(yīng)力為拉應(yīng)力,當(dāng)該拉應(yīng)力超過材料的斷裂強(qiáng)度時(shí),裂紋從表面萌生,φ5mm~φ8mm工件易產(chǎn)生裂紋正是該原因所致。工件直徑≤4mm時(shí),由于截面較小,表面與心部溫差小,淬火的拉應(yīng)力也小,表面拉應(yīng)力未超過材料的斷裂強(qiáng)度,故不易產(chǎn)生裂紋;直徑>8mm時(shí),雖然因截面增加使淬火殘余應(yīng)力增加,但拉應(yīng)力峰值遠(yuǎn)離工件表面,此時(shí)的表面拉應(yīng)力仍未超過材料的斷裂強(qiáng)度。如工件的尺寸繼續(xù)增加,超過了鋼的臨界淬火直徑,在未淬透的情況下,工件表面呈壓應(yīng)力,因此更不易淬裂。45鋼淬水易裂還有一個(gè)重要的原因是臨界點(diǎn)的突變。制訂熱處理工藝的主要依據(jù)是根據(jù)其化學(xué)成分和臨界點(diǎn),而鋼的臨界點(diǎn)主要由碳含量確定。國標(biāo)45鋼的碳含量范圍過大,實(shí)測其臨界點(diǎn)與手冊(cè)中名義臨界點(diǎn)差別很大,這給制訂熱處理工藝帶來很大困難。圖2是根據(jù)實(shí)際情況繪制的曲線。從圖2可以看出,鋼的臨界點(diǎn)Ac1、Ar1并不隨著鋼的碳含量升高而平緩下降,而是在一個(gè)很小的區(qū)間存在著一個(gè)較大幅度的升降變化,即臨界點(diǎn)的突變,如wC在0.45%~0.50%的45鋼的Ac3點(diǎn)出現(xiàn)極低值,大約760℃,仍按書上的780℃+50℃制訂淬火工藝,顯然要出問題。
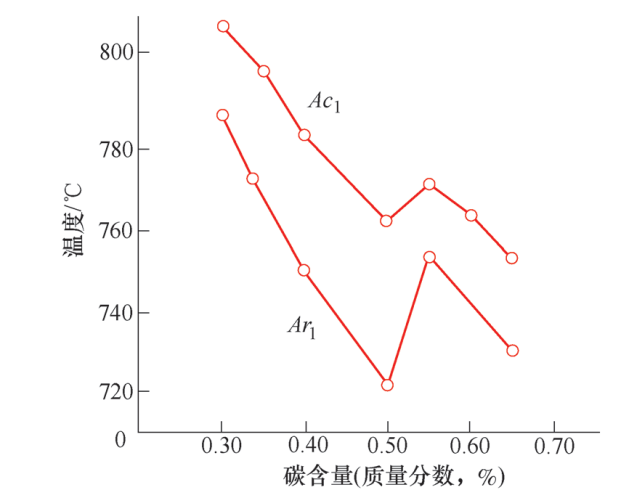
圖2 中碳鋼的臨界點(diǎn)突變
如何解決危險(xiǎn)尺寸淬火開裂?現(xiàn)在已有各種措施:1)亞溫淬火。即將原淬火溫度從原830~840℃降至780℃。2)在淬火冷卻介質(zhì)上做文章。國內(nèi)不少同仁,根據(jù)自家的產(chǎn)品,自配CaCl2、Na2CO3、兩硝、三硝水溶液,或選購南京科潤、遼寧和興等公司的產(chǎn)品,不僅解決了開裂難題,而且節(jié)能環(huán)保、增效,真是一舉多得。
五、45鋼的表面處理及化學(xué)熱處理
發(fā)黑液配方:NaOH(600~700g/L)+NaNO2(150~250g/L)。工作溫度138~140℃,發(fā)黑時(shí)間45~60min。1)外觀檢查。置于日光燈下,工件離肉眼300mm觀察,顏色應(yīng)為均勻的黑色,不得有明顯的花斑。2)致密度檢查。在標(biāo)準(zhǔn)溶液CuSO4·5H2O中浸漬1min(室溫),無Cu析出即判合格。3)防銹能力檢查。將發(fā)黑件置于20℃、30g/L的NaCl水溶液中10min取出,在20℃以上的空氣中暴露2h,目測,完全無銹為合格。4)抗蝕能力檢查。將發(fā)黑件放在20℃、50g/L的草酸溶液中8min取出,表面顏色為褐色、暗灰色、暗綠色均判合格。5)牢固性檢查。用手輕搓20個(gè)來回?zé)o擦傷即為合格。20世紀(jì)90年代,浙江工具廠等單位為外商生產(chǎn)了大量的45鋼制絲錐、板牙,淬火、回火后需磷化處理,其工藝為:30~35g/L的磷酸二氫錳鐵鹽(馬日夫鹽),80~100g/L的硝酸鋅Zn(NO3)2·6H2O,游離酸度5~7點(diǎn)、總酸度60~80點(diǎn),溫度60~70℃,時(shí)間10~15min。1)外觀檢查。用肉眼觀察磷化膜表面應(yīng)為灰色或暗灰色,結(jié)晶均勻、致密、牢固、完整。2)耐蝕性檢查。①浸入法。先將磷化件浸入3%NaCl水溶液中,在室溫下保持15min,然后取出用自來水沖洗干凈,在空氣中自然干燥30min,或用壓縮空氣快速吹干,如表面不出現(xiàn)銹點(diǎn),即判合格。②點(diǎn)滴法。吸取少許的組份溶液(71.05g的CuSO4·5H2O+132.9g的固體NaCl+0.1N的鹽酸13.2mL+986mL蒸餾水),在室溫下滴在磷化件表面上1min內(nèi)不變色即為合格。由于,45鋼工件淬火后大多用250℃以下的低溫回火,所以表面處理的溫度應(yīng)低于此溫度,除了上述發(fā)黑和磷化外,還有些單位使用鉬化處理和硫化處理。6.3 45鋼工件的化學(xué)熱處理應(yīng)用實(shí)例固體滲硼910~930℃×4h固體滲硼后,隨爐冷至室溫;鹽浴加熱淬火,820~840℃×0.5min,淬入鹽水,210~230℃×3h回火,表面硬度1290~1700HV。對(duì)45鋼制無縫鋼管冷拔模、硅棒模具、釉面磚模板等,進(jìn)行液體滲硼,可收到很好的效果。常用液體滲硼工藝:920~940℃×5~6h,出爐淬火,低溫回火。Ni-B共滲比單一滲B更優(yōu)越。其工藝過程為化學(xué)鍍Ni,在金屬表面形成一層致密光滑的鍍層,再進(jìn)行滲B,由于Ni、B、Fe的相互擴(kuò)散和滲透,可以得到理想的鍍層和滲層,提高了結(jié)合強(qiáng)度、冷熱疲勞性能、耐高溫氧化性能和耐磨性能,降低了單獨(dú)滲B的脆性。角鋼和鋼板的冷沖頭用45鋼制造,經(jīng)830℃加熱淬火、低溫回火,獲得硬度50~54HRC,加工成成品后再經(jīng)Ni-P合金沉積,沉積層厚度為25~30μm,表面硬度可達(dá)1000HV,沖頭壽命達(dá)6000多件,平均壽命提高兩倍多。
六、結(jié)束語
1) 由于45鋼有臨界點(diǎn)突變的特點(diǎn),所以處理45鋼小件時(shí)一定要關(guān)注其實(shí)際碳含量。2)45鋼小件淬火切忌用傳統(tǒng)的NaCl水溶液,建議用既淬得硬又不至于淬裂的有機(jī)或無機(jī)溶劑。4)充分挖掘45鋼潛力,45鋼可以制造多種工程構(gòu)件及工具。5)45鋼制件可以進(jìn)行多種表面處理及化學(xué)熱處理,不管采取何種處理,把本單位的產(chǎn)品質(zhì)量提上去是硬道理。
作者:趙步青
單位:安徽嘉龍鋒鋼刀具有限公司
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")