
排輥成形(cage roll forming process)
帶材(焊管坯)被兩排若干組被動小輥連續彎卷成管筒的輥式成形工藝。也叫籠式成形。在焊管坯的連續排輥成形過程中,利用三點彎曲原理,在精成形(封閉孔型)前采用一組或多組位置可調的成排的被動小輥機架,代替普通輥式成形時使用的若干主動水平機架和被動立輥機架,帶材可按所設計的孔型系統變形成管筒.
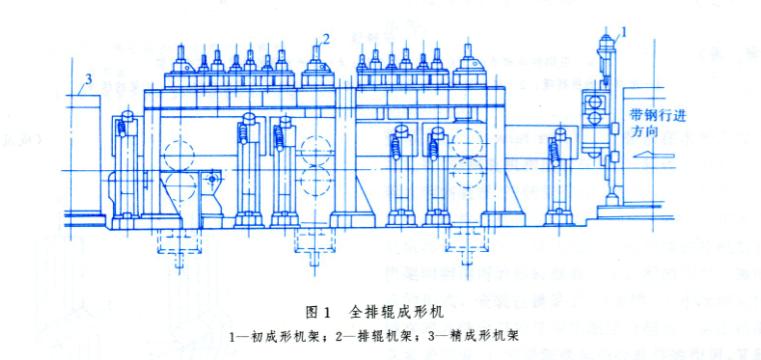
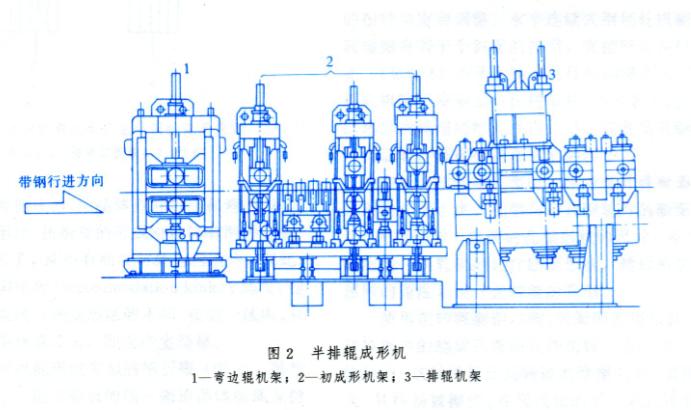
排輥成形機 排輥成形機的種類很多,但大體上可分成兩類:全排輥成形機和半排輥成形機。全排輥成形機是在第一架初成形水平機架至精成形機架問全部由可調排輥組成的成形機,如圖1所示。半排輥成形機是在第一架初成形水平機架與精成形機架間有水平機帶架和若干可調排輥組的成形機,如圖2所示.
簡史 排輥成形起源于美國。20世紀60年代最早的排輥是在焊接的籠形框架上安裝了一些小輥子,用以代替輥式成形機水平機架問的立輥,這樣減少了管坯的邊緣折皺,提高了焊接質量。每換一次產品規格換一組籠子。這種成形機實際上是不可調的半排輥成形機的雛形,其優點是:減少了功率消耗和軋輥的磨損,特別對于大口徑焊管,消除了管坯的劃傷。60年代末至70年代初,焊管向大口徑方向發展,根據已有的生產經驗美國人托倫斯(Torrens)設計了世界上第一套全排輥成形機。它取消了中間水平機架和立輥機架,采用單半徑孔型系統,幾組可調被動小輥可適用于所有規格的產品。但這種成形機調整很麻煩。70年代初美籍華人張智慧發明了適用于雙半徑孔型系統和調整簡便的全排輥軋機(圖3)并獲得專利權.
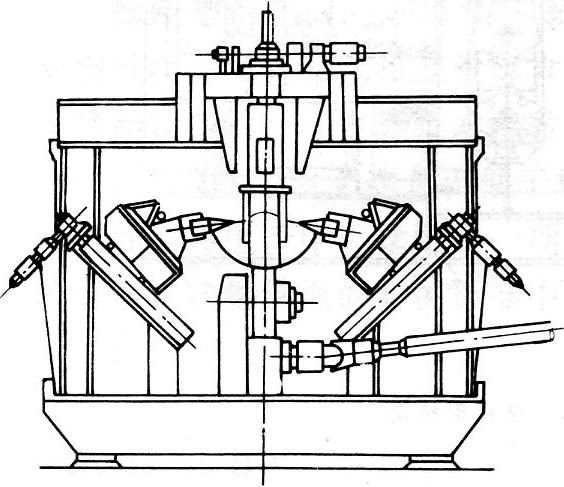
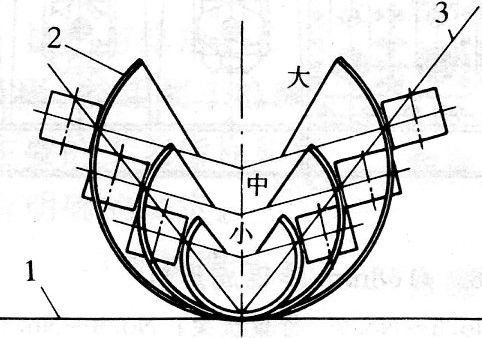
圖3 張智慧發明的全排輥成形機
口斷面圖;6一排輥位置設計方案
1 底線;2一帶鋼;3輥子移動直線軌跡
80年代初期全排輥成形發展到了鼎盛時期,它以其無可比擬的優點為壁厚與管徑比(t/D)小的薄壁大口徑鋼管生產提供了可靠的成形技術。但它只適用于薄壁管和中等壁厚管的生產,也就是t/D在≤1%(下限)到<5%(上限)范圍內。80年代后期焊管向厚壁、特殊材質和高強度方向發展,而全排輥成形機最大的缺陷是生產厚壁管時剛度不足。為了充分利用排輥成形的優點,1984年日本新日鐵公司設計了一套半排輥φ406m(16in)成形機,生產管徑114.3~406mm、壁厚2.1~19mm、t/D1.2%~12%的厚壁管,采用w孔型系統,如圖4所示.
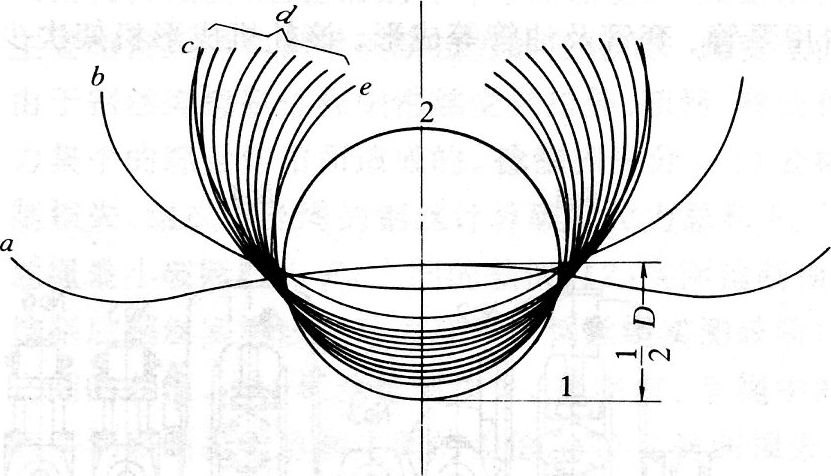
圖4新日鐵半排輥成形機孔型圖
1 孔型底線;2擠壓輥孔型
n、6、c一第1~第3架初成形水平軋輥孔型
d一排輥孔型;e一精成形孔型
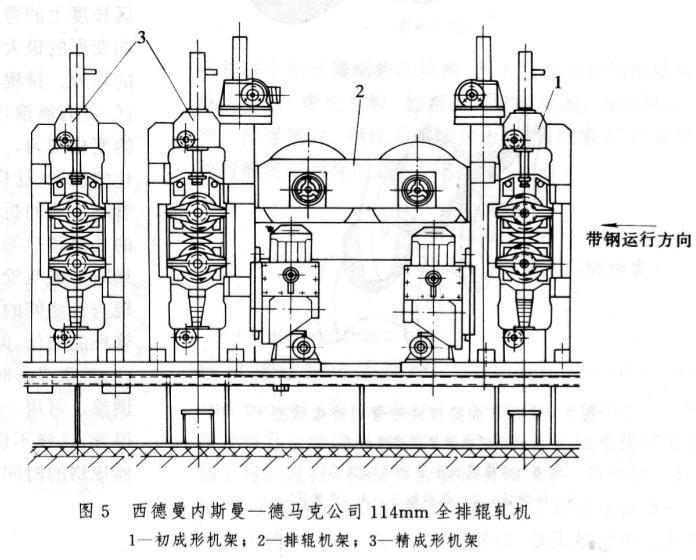
1984年西德曼內斯曼一德馬克(Mannesmann Demag)公司制造了一種直徑33~11.4mm、壁厚2~7mm、壁厚與管徑之比t/D一12.5%~1.25%的全排輥軋機(圖圖5),采用U形孔型系統..
1985年中國河北省張家口市建成一套114mm排輥成形機,開始了薄壁焊管的生產。隨后中國又建成了兩套t/D更小的全排輥成形機組,生產管徑139.7~508mm、壁厚3.17~12.7mm的薄壁焊管。
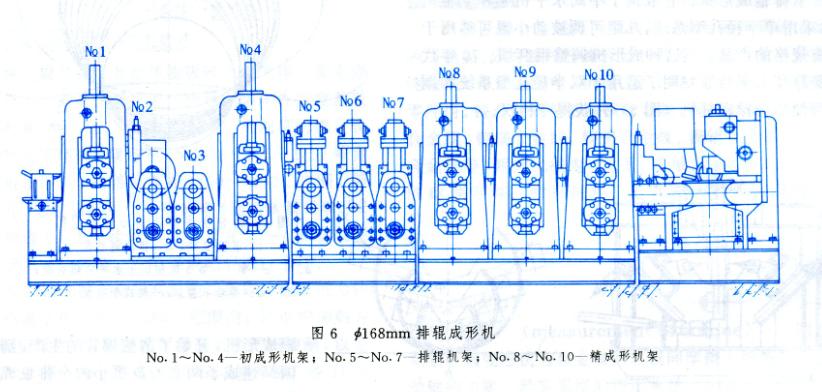
中國第一個焊管成形專利“多功能直縫焊管工藝及成形機組”(專利號CNl066805A)則采用排輥和立輥相結合的方式成形,其結構如圖6所示。該機組用專門的孔型系統及特殊的輥組系統,可生產高質量、t/D<1%的薄壁管及t/D>9%的厚壁管,直徑為60~168mm,壁厚為1.5~10mm,最高材質σs=552MPa,直徑公差±0.1mm。該成形機組適用于結構管、水煤氣管、汽車傳動軸管、高中壓鍋爐管、高壓輸送管、液壓缸管、油田用泵管、套管及油管等成形。該軋機成形機架次少,調整簡便,精成形前所有架次均以一種軋輥適用于所有規格,因此輥子儲備少,壽命長,投資少.
薄壁管成形的變形規律要求新的成形機組朝著保證最好的鋼管質量、最少的軋機架次、最小的功率消耗和軋輥消耗、最佳的管坯應力狀態以及最簡便的凋整方向發展.
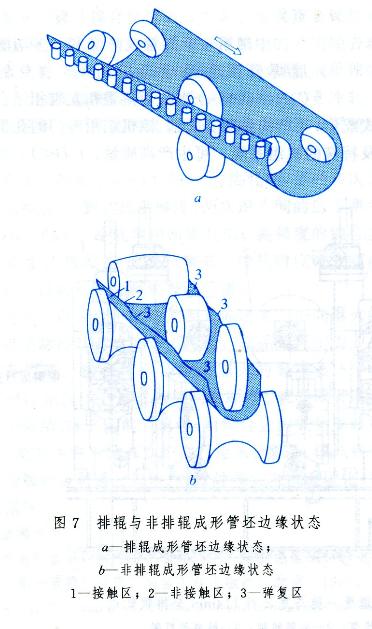
工藝特點 排輥成形同輥式成形相比的特點是:排輥成形的工藝特點是:(1)管坯邊緣無波浪,成直線狀態,如圖7所示,這樣就減少了局部成形區內非彈復區與彈復區間帶鋼邊緣的運動軌跡。大量試驗證明,成形區帶鋼邊緣的拉伸變形存在峰值,它分布在接觸區和非接觸區的邊界上。帶鋼邊緣的縱向變形量與彎曲區長度上的彎曲角的一階導數成比例。峰值(即邊緣縱向變形的極大值)正好是沿變形區彎曲角曲線的拐點的導數。排輥成形時帶鋼邊緣成直線狀態,沒有彈復區,沒有波浪也就沒有拐點,換句話說即成形區長度上的變化均勻,就一階導數而言建立了一個函數單調變化的區段。這樣就消除了邊緣拉伸的峰值,也就消除了管坯邊緣的折皺,提高了鋼管質量;同時減少了變形區的長度和機架的數量,節省了設備的投資。(2)排輥成形時軋輥與管坯成點狀接觸,同步運行,因而消除了軋輥與管坯間的相對運動所消耗的無用摩擦功,避免了管坯的劃傷,同時也大大減少了功率消耗及軋輥磨損。(3)排輥成形時成形輥共用性大,通過排輥空間位置的調整,可用一套軋輥適應所有規格的任何孔型系統的焊管。這樣不僅節約軋輥的儲備和投資,同時節省了變換規格的時間.

| |
|
? 請關注 微信公眾號: steeltuber.
轉載請保留鏈接: http://www.senlake.cn/Steel-Knowledge/Cage-roll-forming-process.html |
