案例分享:鋁型材擠壓模具開裂失效分析
鋁型材擠壓模具承受很大的擠壓力、強(qiáng)烈的摩擦、劇烈的冷熱循環(huán)引起的熱應(yīng)力以及高溫氧化,模具選用的材料需要具有高的熱強(qiáng)性、高的耐磨性、足夠的韌性和耐熱疲勞性能,圖1為擠壓模具工作狀態(tài)示意。
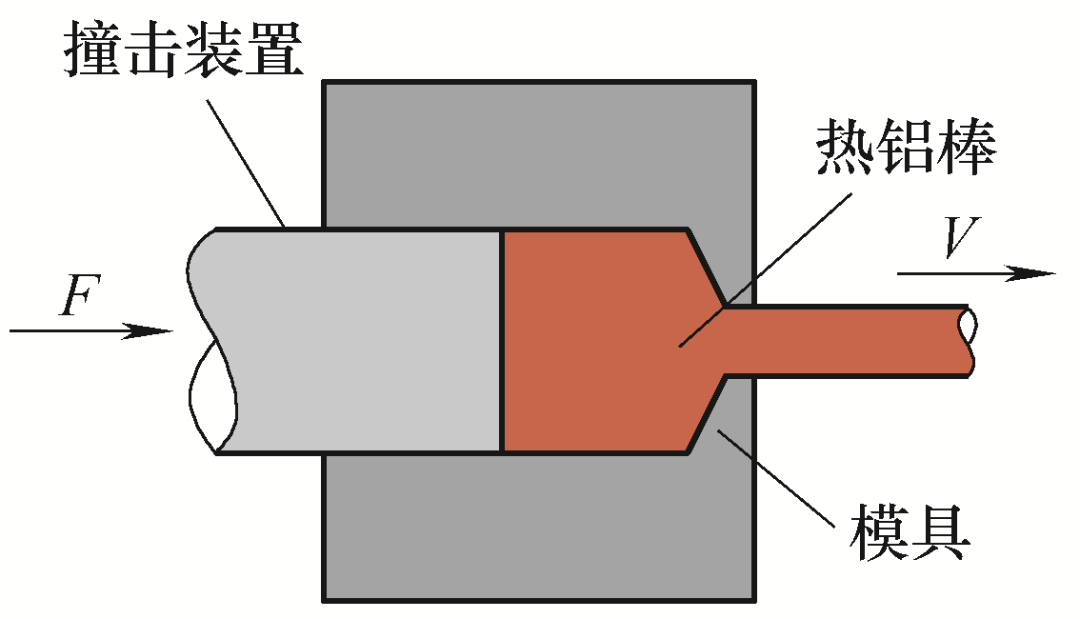
圖1 擠壓模具示意
H13作為一種空冷硬化型熱作模具鋼,具有高的淬透性、韌性及優(yōu)良的抗熱疲勞性能,很好地滿足了擠壓鋁型材的工作要求,是當(dāng)今國內(nèi)外使用最廣泛的熱作模具鋼之一。某公司使用H13鋼制作模具,正常模具壽命40萬~50萬次,但該模具在工作3500次時(shí)發(fā)生開裂,斷裂部位在熱擠壓模具的分流孔處,裂紋宏觀形貌如圖2所示。

(a) (b)
圖2 裂紋的宏觀形貌照片
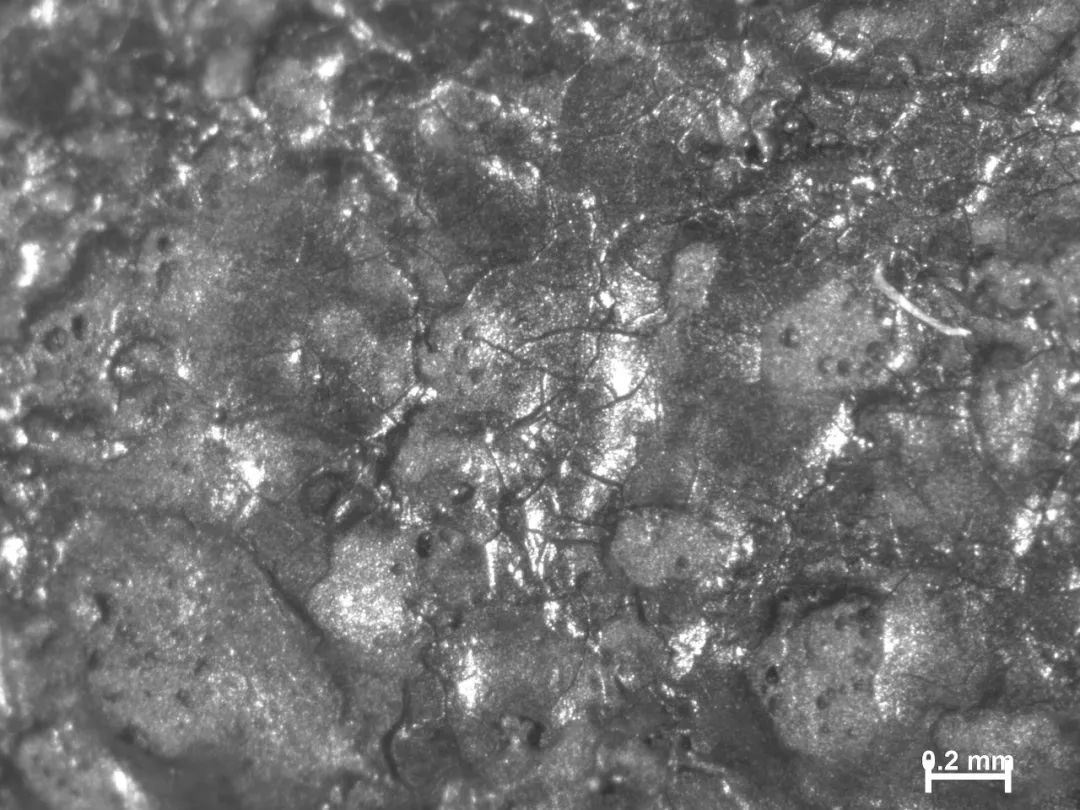
將裂紋打開,顯示裂紋斷口形貌,依據(jù)斷口形態(tài)確定裂紋源,如圖3所示,裂紋源近分流孔變徑處的表面,是電火花加工面(見圖4)。
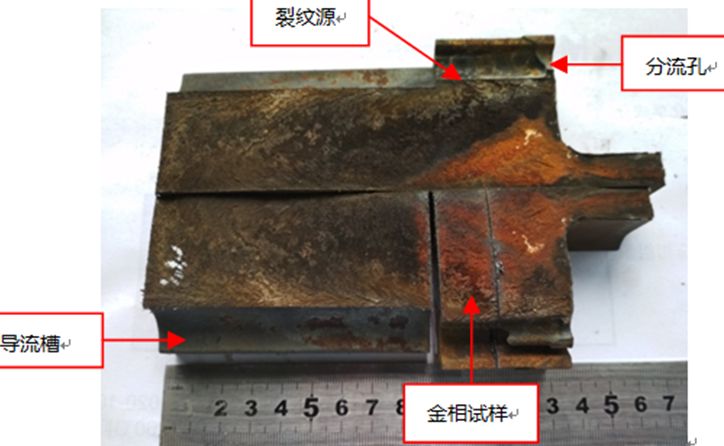
圖3裂紋斷口形態(tài)及取樣示意
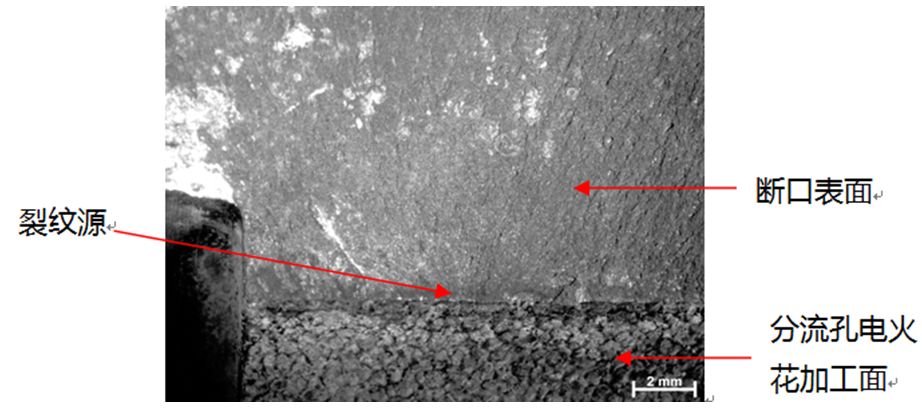
圖4 斷口形貌的局部放大(6.5×)
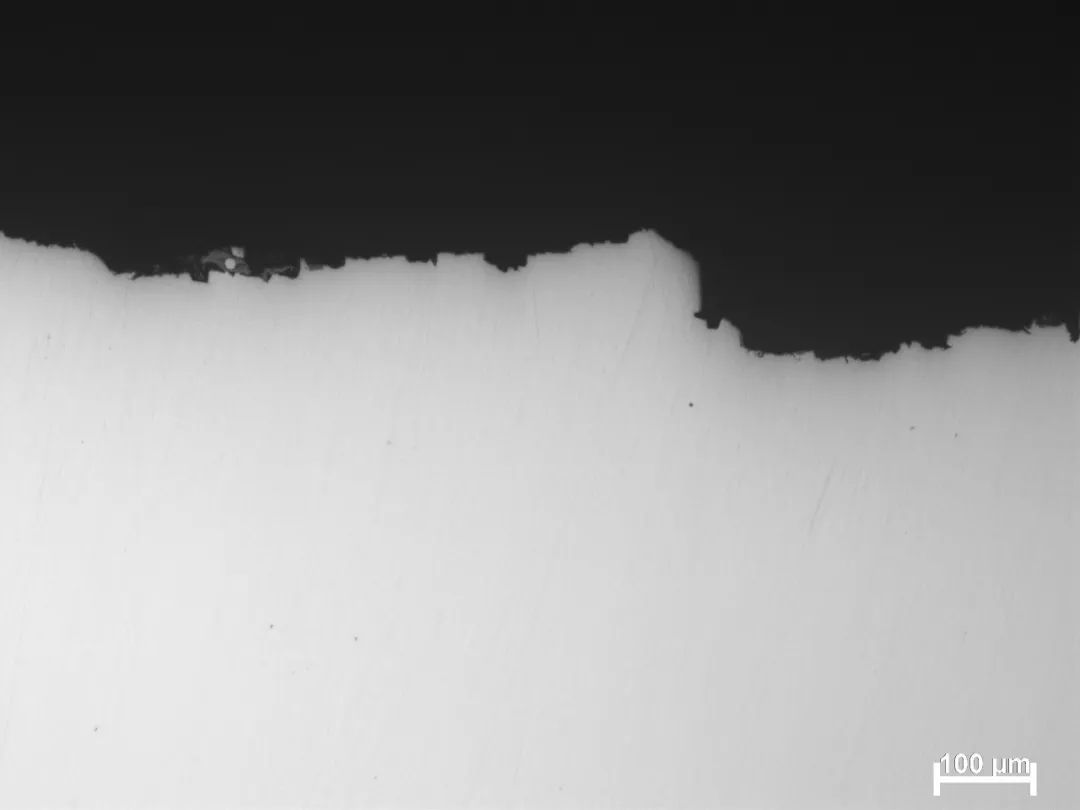
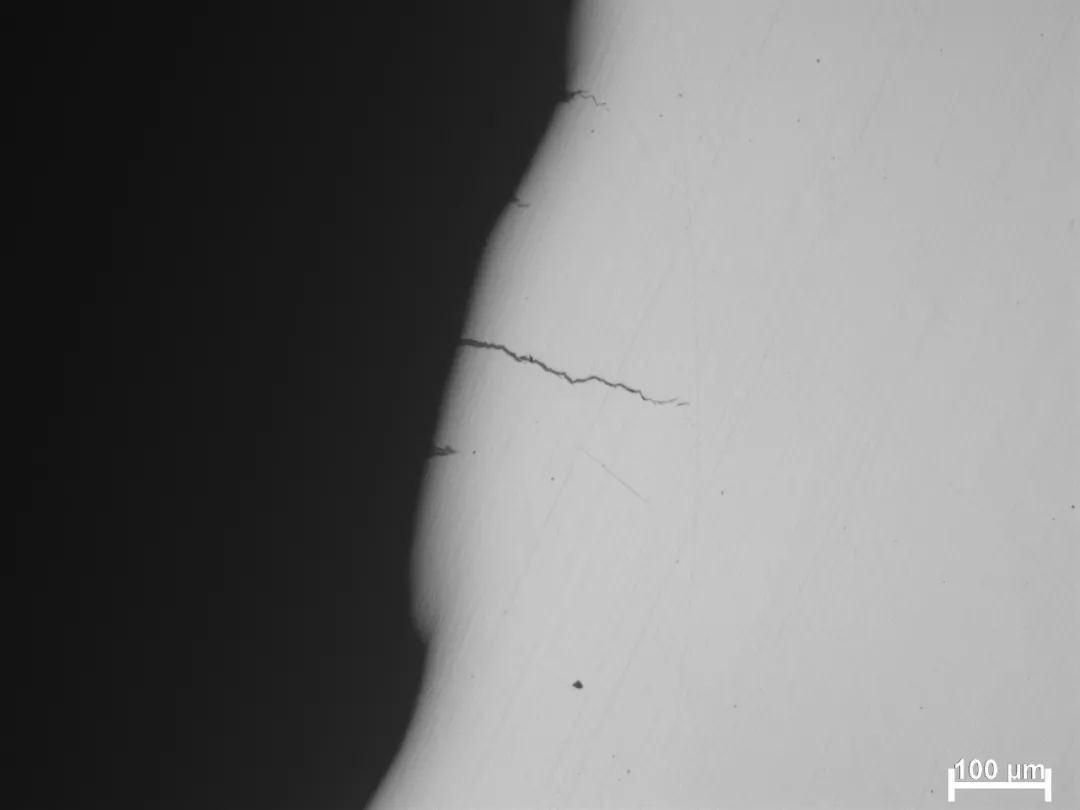
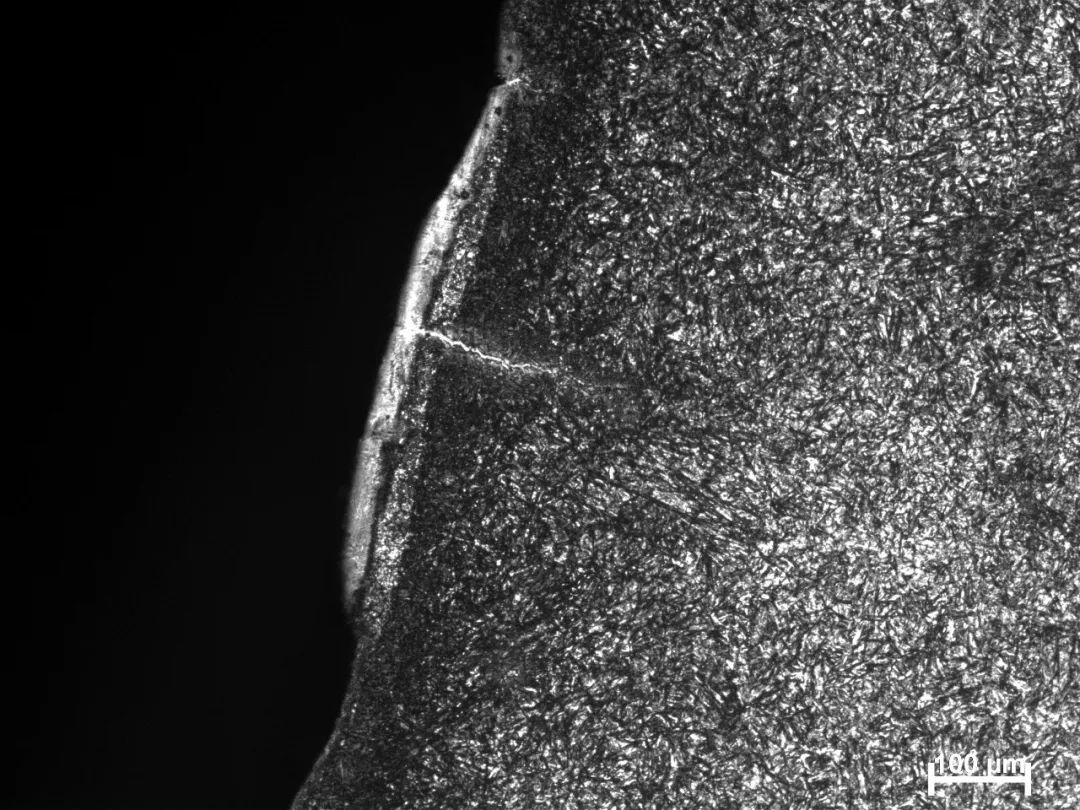
在裂紋源處橫向切開(見圖3),對(duì)其金相試樣進(jìn)行檢驗(yàn),裂紋處無嚴(yán)重非金屬夾雜物,可以確定裂紋不是由非金屬夾雜物引起的;腐蝕后裂紋表面沒有氧化脫碳,說明原材料及其后熱處理沒有發(fā)生裂紋,如圖5所示。
(a)
(b)
圖5 裂紋及附近組織(100×)
將圖4的分流孔加工面局部放大,可以觀察到分流面表面的網(wǎng)狀裂紋,如圖6所示。
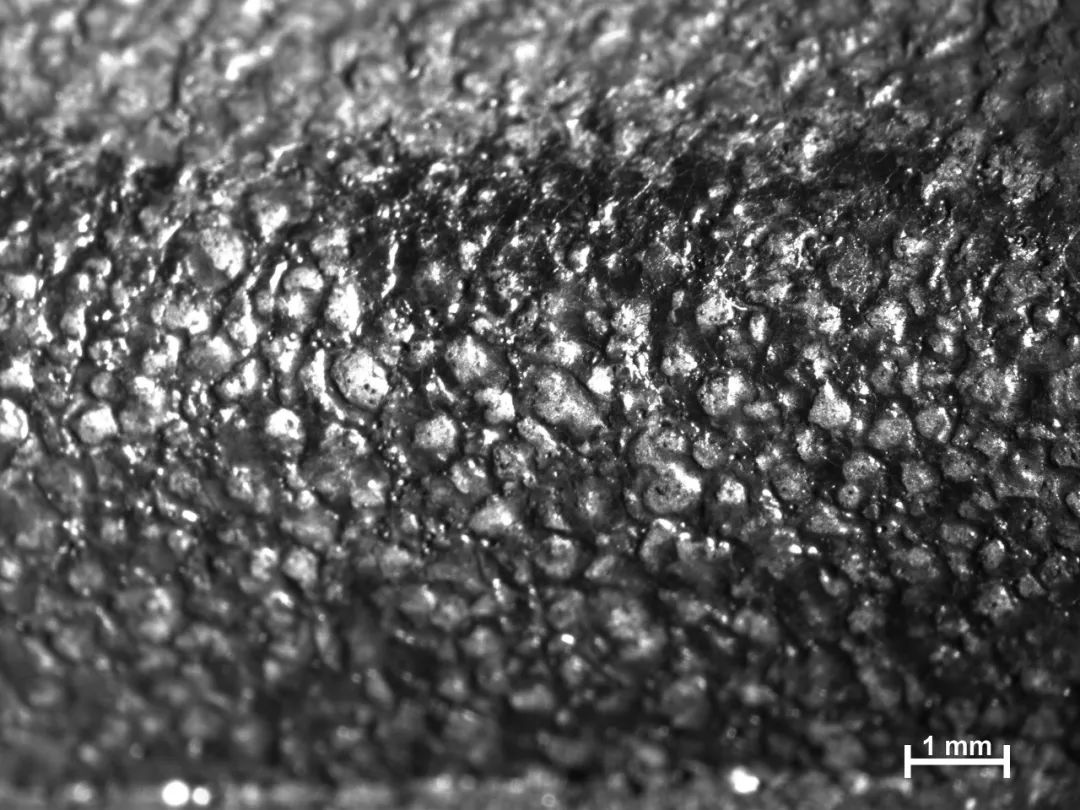
(a)10×
(b)40×
圖6 分流孔加工面局部放大
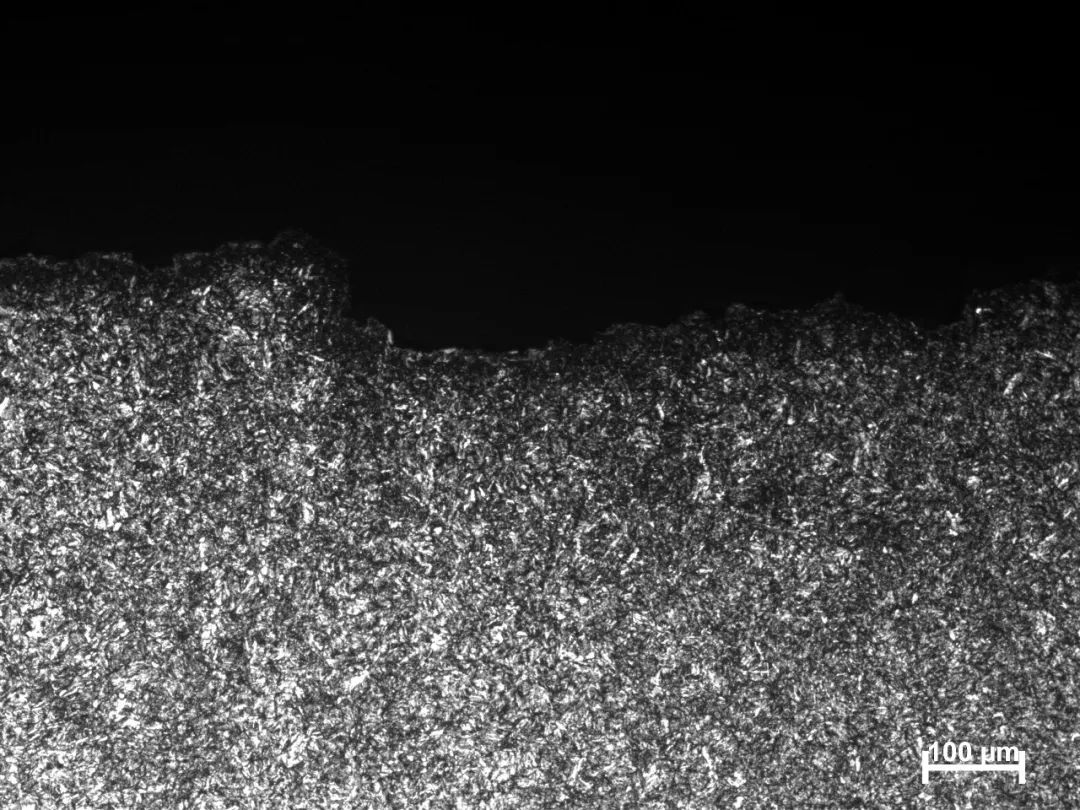
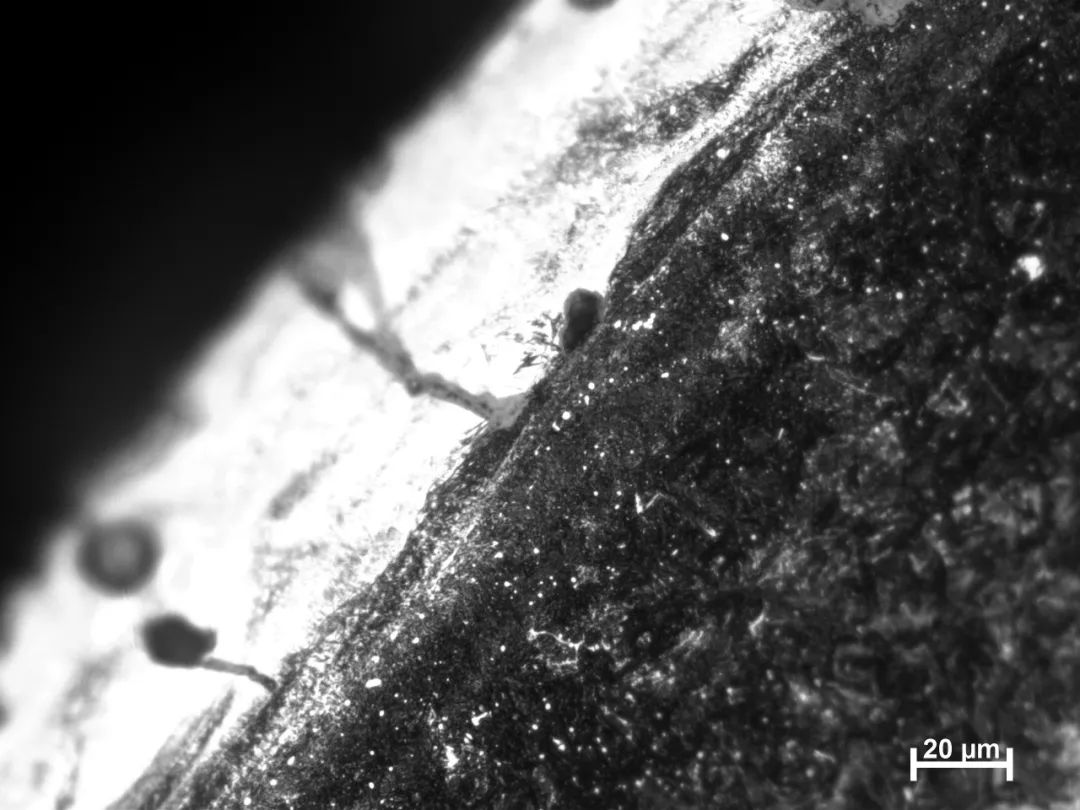
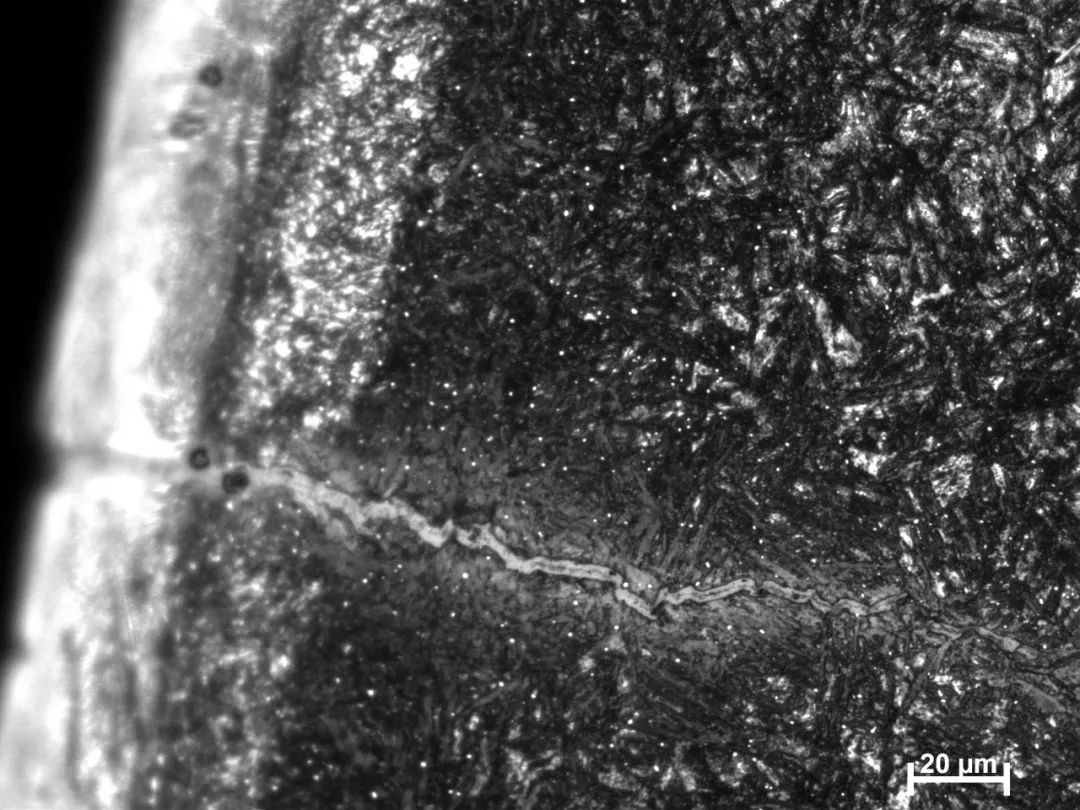
在金相試樣上,對(duì)分流孔部位觀察,可見明顯的電火花加工的變質(zhì)層及形成的微裂紋,電火花加工變質(zhì)層由白亮層、淬火層和過渡的淬火回火層組成,白亮層厚度達(dá)到0.06mm,并有嚴(yán)重的顯微裂紋向材料內(nèi)部延伸,長度為0.16mm,如圖7所示。
(a)腐蝕前裂紋(100×)
(b)100×
(c)500×
(d)500×
圖7 分流孔內(nèi)壁腐蝕前后的顯微裂紋形態(tài)
由裂紋源附近的分流孔表面存在的網(wǎng)狀微裂紋,可以推斷宏觀裂紋的起源,與電火花加工表面白亮層的微裂紋的關(guān)聯(lián)性。依據(jù)國標(biāo)GB/T4336—2016《碳素鋼和中低合金鋼多元素含量的測(cè)定火花放電原子發(fā)射光譜法》對(duì)模具材料進(jìn)行成分分析,樣品各元素含量符合相應(yīng)技術(shù)條件要求,檢測(cè)結(jié)果如表1所示。表1 化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)
元素 | C | Mn | Si | S | P | Ni | Cr | V | Mo | Cu |
標(biāo)準(zhǔn) 要求 | 0.37~0.42 | 0.30~0.50 | 0.90~1.20 | ≤0.005 | ≤0.020 | ≤0.25 | 5.00~5.50 | 0.90~1.20 | 1.20~1.50 | ≤0.25 |
樣品 | 0.410 | 0.38 | 0.92 | 0.003 | 0.019 | 0.17 | 5.15 | 0.98 | 1.31 | 0.07 |
依據(jù)GB230.1《金屬材料洛氏硬度試驗(yàn)》對(duì)模具材料檢測(cè)洛氏硬度,硬度值49.0~49.5HRC,符合該材料的性能指標(biāo)范圍。依據(jù)GB/T 10561—2005《鋼中非金屬夾雜物含量的測(cè)定標(biāo)準(zhǔn)評(píng)級(jí)圖顯微檢驗(yàn)法》,非金屬夾雜物各類型檢測(cè)結(jié)果符合相應(yīng)技術(shù)要求,數(shù)據(jù)如表2所示,金相如圖8所示。表2 非金屬夾雜物(級(jí))


圖8 非金屬夾雜物(100×)
依據(jù)NADCA207—2006北美壓鑄協(xié)會(huì)標(biāo)準(zhǔn)檢驗(yàn)樣品顯微組織(見圖9),檢測(cè)級(jí)別HS7,符合標(biāo)準(zhǔn)要求。
圖9 顯微組織(500×)
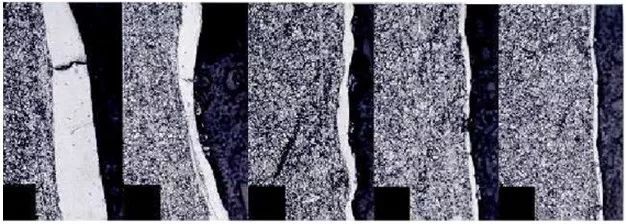
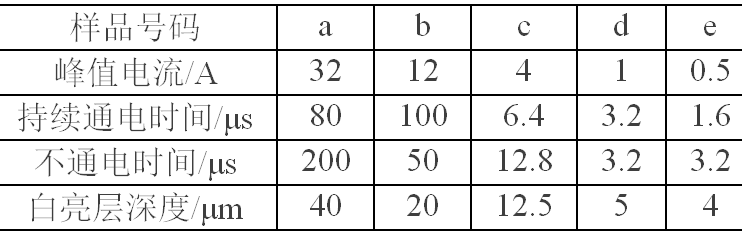
通過上述分析,材料理化性能指標(biāo)符合相關(guān)技術(shù)協(xié)議的要求。查閱相關(guān)資料,電火花加熱形成的白亮層深度和工藝的參數(shù)有關(guān)(見圖10和表3),電火花加工采用大電流、低頻率、快走絲,電火花加工表面發(fā)生瞬時(shí)的先熱后急冷,膨脹與收縮在短時(shí)瞬間完成,表面殘留的拉應(yīng)力與組織變化應(yīng)力共同作用,形成了微裂紋(見圖7),當(dāng)白亮層厚度超過0.02mm,就會(huì)在白亮層中產(chǎn)生微裂紋。所分析的分流孔白亮層厚度達(dá)到了0.06mm,嚴(yán)重的微裂紋已經(jīng)擴(kuò)展到基體,延伸長度達(dá)到0.16mm,破壞了材料的連續(xù)性,降低了工件表面耐疲勞性能。由于加工后沒有對(duì)表面采取必要的清理,后續(xù)模具在高溫高壓和冷熱循環(huán)條件下工作,變質(zhì)層上的微裂紋,成為了模具開裂的裂紋源,由此向材料內(nèi)部延伸擴(kuò)展,造成模具早期失效的發(fā)生。
(a) (b) (c) (d) (e)
圖10 白層深度
表3 電火花設(shè)備加工參數(shù)與白層深度關(guān)系標(biāo)定
擠壓模的宏觀裂紋起源于分流孔表面,是由于電火花加熱參數(shù)選擇不當(dāng),造成加工表面變質(zhì)層過厚,出現(xiàn)微裂紋,破壞了材料的連續(xù)性,降低了模具的耐疲勞性能。模具在高溫工作環(huán)境下,受擠壓應(yīng)力及熱應(yīng)力的作用,加劇了裂紋的延伸擴(kuò)展,直至模具開裂;電火花加工不當(dāng)是造成該模具開裂的主要原因。作者:程永強(qiáng)
單位:撫順特殊鋼股份有限公司華南技術(shù)服務(wù)站
來源:《金屬加工(熱加工)》雜
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")