
一種防止齒條熱處理的變形方法
齒條是齒輪傳動部件的一種,是齒輪外徑趨于∞的一種特殊形式。通常情況下,扇形齒條在銑齒加工前將毛坯鍛成整個(gè)圓環(huán),整體進(jìn)行熱處理,熱處理消除應(yīng)力后將鍛件圓環(huán)毛坯,按齒圈各道工序預(yù)留出加工留量,在立車上將扇形外形車成,為防止變形,車削完成后還需要進(jìn)行消除應(yīng)力的自然時(shí)效處理,之后再按圖樣實(shí)際尺寸切開,成為單個(gè)齒條,然后在進(jìn)行銑齒加工。
1.技術(shù)分析
過去我們公司生產(chǎn)的齒條多為結(jié)構(gòu)件或鑄鋼件,齒條形狀多數(shù)為直線型,齒面硬度要求為240~280HBW。本次生產(chǎn)的齒條是船舶起重機(jī)浮吊上使用的傳動部件,齒條選用材質(zhì)為鍛件42CrMo,齒面硬度為290~320HBW,齒條外形為110°扇形齒面,訂貨數(shù)量為4件。

這種新結(jié)構(gòu)、硬齒面齒條加工在我公司屬首次生產(chǎn),如果采用常規(guī)的鍛整圈毛坯的加工方法,三個(gè)齒條鍛成一個(gè)圓圈毛坯,3個(gè)齒條外形為330°,而整個(gè)鍛圈為360°,當(dāng)逐個(gè)切割完畢后,有一個(gè)齒條會縮尺。如果采用兩個(gè)齒條鍛成一個(gè)圓圈毛坯,2個(gè)齒條外形為220°,4件齒條鍛成2個(gè)整圈毛坯,會造成50%的材料及加工浪費(fèi)。同時(shí)由于整個(gè)扇形齒條外徑達(dá)5343mm(m=26,z=207,齒條外徑D= mz+2m),調(diào)質(zhì)時(shí),需要有大型的熱處理設(shè)備(6.0m×5.5m)。
而目前公司設(shè)備無法滿足整個(gè)齒圈的整體毛坯調(diào)質(zhì)需要,為了降低材料及加工成本,提高公司現(xiàn)有設(shè)備使用率,如何在齒條的熱處理過程中,在保證齒條硬度的前提下,選擇合適形式的熱處理防變形,使齒條在熱處理時(shí)及之后應(yīng)力釋放均勻,齒條變形量小,是該齒條加工的難點(diǎn)之一。為此,我們決定采用對單件齒條進(jìn)行鍛造及加工和熱處理的工藝方法,確保齒條加工的質(zhì)量。
2.調(diào)質(zhì)前確定加工余量
為了防止齒條在熱處理過程中產(chǎn)生無法校正的變形,通過對齒條加工工藝方法的探討,結(jié)合熱處理工藝方法,保證單個(gè)齒條在調(diào)質(zhì)后具有足夠高的強(qiáng)度、硬度,良好的塑性和韌性及高的加工精度。
首先對齒條粗開齒后、熱處理前應(yīng)力釋放后導(dǎo)致的變形進(jìn)行檢測,根據(jù)變形情況選擇合適的加工余量。余量的選擇為:齒條采用粗開齒后進(jìn)行調(diào)質(zhì),齒側(cè)每面留8mm余量,齒底留有25mm余量,外圓每面留16mm,幅板上下端面分別留40mm、15mm余量,確保一旦發(fā)生變形后有足夠加工余量將變形量擬補(bǔ),為后續(xù)加工提供了保障,圖1為齒條加工余量示意。
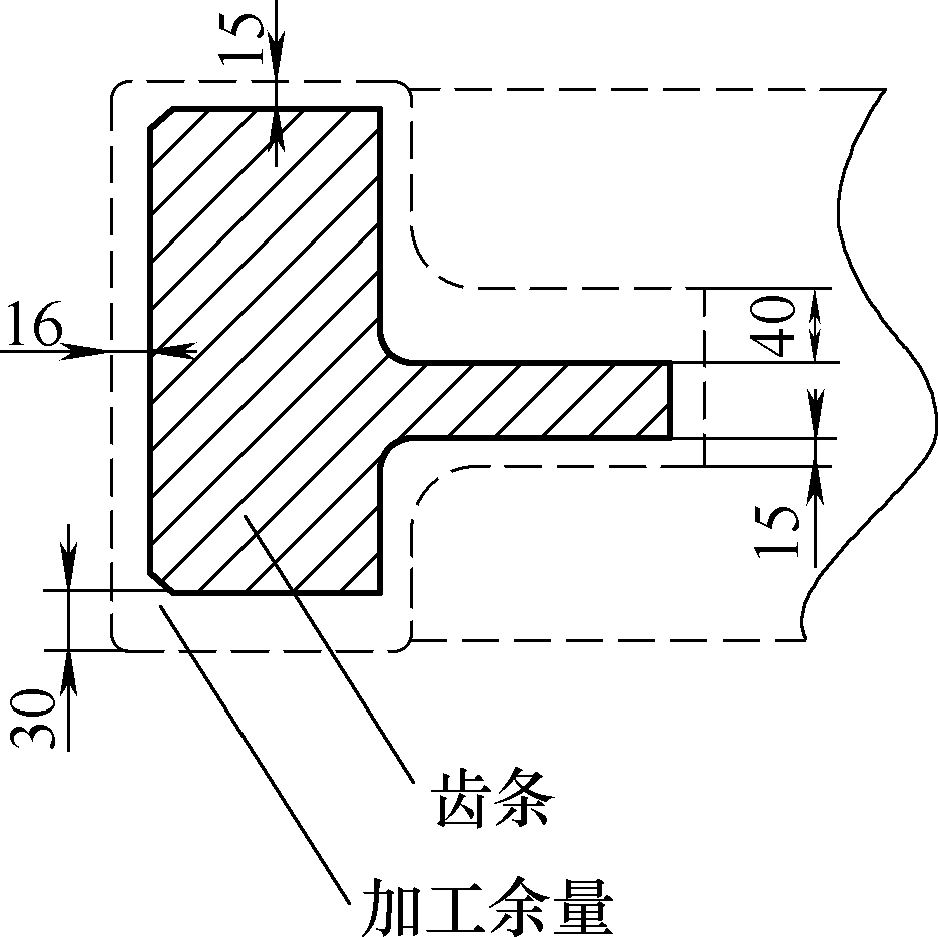
圖 1
3.工藝方法
(1)平臺與擋板
齒條擺放的平臺采用鑄鐵件,鑄鐵平臺的特點(diǎn)是在加熱后進(jìn)行油冷時(shí),平臺熱變形小,這樣不會因平臺的變形造成齒條的變形,同時(shí)能確保齒條在淬火過程中產(chǎn)生的變形量最小。
平臺上焊有6塊擋板,擋板采用Q235普通鋼板,規(guī)格為300mm×150mm×50mm,位置分布在沿齒條圓弧對稱焊接在平臺的橫梁上,齒條的弧頂兩側(cè),齒條弧長的1/3處,以及齒條兩端,限制了齒條外延及弓度的變形,有效的防止了齒條在淬火時(shí)出現(xiàn)竄動。
圖2為齒條擺放平臺及擋板示意。
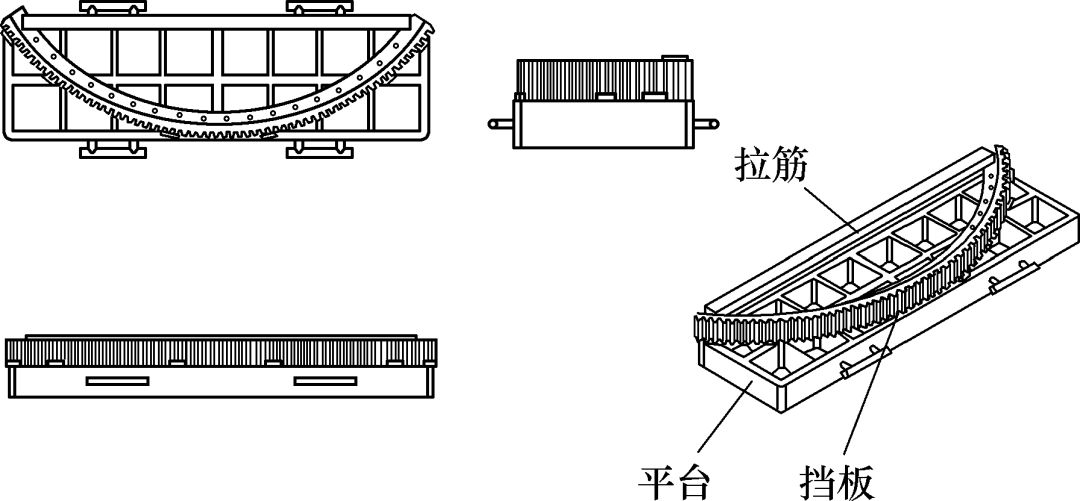
圖 2
(2)拉筋
拉筋采用與齒條同材質(zhì)的鑄鋼件,因?yàn)殍T鋼件具有耐高溫、熱變形小的特點(diǎn),在淬火過程中可以減小齒條產(chǎn)生變形。規(guī)格尺寸為:3700mm×200mm×150mm。拉筋與齒條的腹板組焊,保證齒條在整個(gè)熱處理過程中的平穩(wěn)及變形最小。
(3)裝爐方式
將焊好拉筋的齒條擺放在平臺上,在平臺的橫梁上,沿齒條形狀焊上擋板,用硬質(zhì)耐火磚將拉筋墊起,并將齒條與平臺接觸位置墊實(shí)、墊平,然后將放有齒條的平臺,裝入到爐膛內(nèi)的均溫處,進(jìn)行熱處理的加熱保溫。在淬火時(shí),吊起平臺,與齒條同時(shí)淬入油中。
4.結(jié)語
該齒條加工防變形工藝方法在投入實(shí)用后,經(jīng)測量檢驗(yàn),齒條在整個(gè)調(diào)質(zhì)前后的各部分尺寸,均完全滿足后續(xù)精加工的需要,力學(xué)性能檢測,滿足圖樣技術(shù)要求。采用該方法加工齒條,有效的防止了齒條在熱處理過程中出現(xiàn)的嚴(yán)重扭曲變形;該工藝方法操作簡單,成本低、可重復(fù)利用在同類產(chǎn)品的熱處理過程中,利用率高,具有廣泛的推廣價(jià)值。
作者:劉紅楓、黃浩
單位:中國有色(沈陽)冶金機(jī)械有限公司
來源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.senlake.cn/Steel-Knowledge/yzfzctrcldbxff.html
|