一、合理選擇鍛造溫度的重要性
鍛造溫度的高低對于鍛造后的組織影響很大,同時對于后續(xù)的預(yù)處理也有很大的影響。始鍛溫度過高,不但氧化、脫碳嚴(yán)重,還會引起過熱、過燒,極易造成材料的組織粗大,甚至形成穩(wěn)定化過熱的粗大組織。這種組織具有遺傳性,采用正常的預(yù)處理很難消除。粗大晶粒將使鍛件的塑性和韌性降低,疲勞性能明顯下降。終鍛溫度偏低,組織難以回復(fù)再結(jié)晶,便會形成纖維組織和帶狀組織,甚至出現(xiàn)貝氏體、馬氏體等非平衡組織,帶來組織遺傳,使后期熱處理晶粒長大不均勻,同樣會造成晶粒粗大。另外,還必須控制鍛造過程的一次變形量,以免在臨界變形量范圍內(nèi)形成粗大的晶粒組織。終鍛溫度過低,甚至使坯料在鍛造過程中開裂,或在坯料內(nèi)部產(chǎn)生較大的殘余應(yīng)力,致使鍛件在冷卻過程或后續(xù)工序中產(chǎn)生開裂。鍛造溫度范圍是指始鍛溫度和終鍛溫度間的一段溫度間隔。在鍛造溫度范圍內(nèi)金屬具有良好的可鍛性(足夠的塑性、低的變形抗力等)和合適的金相組織。從提高塑性和降低變形抗力出發(fā),希望盡可能提高金屬的加熱溫度,但從保證產(chǎn)品質(zhì)量,避免加熱中產(chǎn)生缺陷出發(fā),加熱溫度太高又不好。為了減少火次,節(jié)約能源并提高勞動生產(chǎn)效率,希望終鍛溫度低些,力求擴大溫度范圍。但是終鍛溫度過低,也會產(chǎn)生缺陷。這些因素都是相互矛盾和制約的,因此確定終鍛溫度應(yīng)全面考慮。鍛造加工能保證金屬纖維組織的連續(xù)性,使鍛件的纖維組織與鍛件外形保持一致,金屬流線完整,可保證零件具有良好的力學(xué)性能與高的使用壽命。合金成分越高,終鍛溫度也越高。高合金鋼種類繁多,情況比較復(fù)雜,其終鍛溫度一般較碳素鋼高得多(約100℃),主要原因是隨著溫度的降低,變形抗力劇增,而塑性變壞。當(dāng)終鍛溫度過高時,鍛件的低倍有粗晶現(xiàn)象,沖擊韌度值不合格,這是由于停止鍛造時的溫度過高,晶粒度繼續(xù)長大,鍛后冷卻時出現(xiàn)非正常組織,因而降低了力學(xué)性能,尤其是沖擊韌度。
二、正火后混晶嚴(yán)重
江蘇雙環(huán)齒輪有限公司是一家專業(yè)生產(chǎn)汽車齒輪、摩托車齒輪、電動工具齒輪、工程機械齒輪的企業(yè)。許多齒輪的毛坯都是公司內(nèi)部鍛造分廠鍛造的,內(nèi)部鍛造的優(yōu)勢是便于對鍛造過程進行控制,提高新產(chǎn)品開發(fā)的速度,可以達到公司內(nèi)部的質(zhì)量要求。我們在開發(fā)某廠家的減速齒輪時,在正火后發(fā)現(xiàn)混晶嚴(yán)重,基于此問題,本文對鍛造過程進行分析并找到原因,以保證項目順利進行!
三、鍛造過程分析
開發(fā)的減速齒輪,材料是20MnCr5鋼,加工流程為:鋸床下料→中頻感應(yīng)加熱→拍扁→預(yù)鍛→沖孔→碾環(huán)→電動螺旋壓力機鍛造1→電動螺旋壓力機鍛造2(整形)→風(fēng)冷→等溫正火。經(jīng)過調(diào)查,始鍛溫度為1180℃±30℃,終鍛溫度為790~830℃(產(chǎn)品鍛造后毛坯顏色見圖1)。我們調(diào)查同種材料其他工件始鍛溫度差不多,而終鍛溫度達950~1000℃(產(chǎn)品鍛造后毛坯顏色見圖2)。只有終鍛溫度有區(qū)別,終鍛溫度高,正火金相合格;終鍛溫度低,正火金相不合格;難道正火金相與終鍛溫度有關(guān)?

圖1 終鍛溫度790~830℃毛坯顏色
圖2 終鍛溫度950~1000℃毛坯顏色
于是我們根據(jù)這種現(xiàn)象做了幾個試驗,正火溫度客戶規(guī)范都是控制在950℃±10℃,正火溫度只能在940~950℃之間選擇。由于我公司等溫正火設(shè)備最高加熱溫度是950℃,因此我們設(shè)置最高正火溫度為940~950℃。1)采用兩遍正火。一遍正火金相組織如圖3所示;二遍正火金相組織如圖4所示。
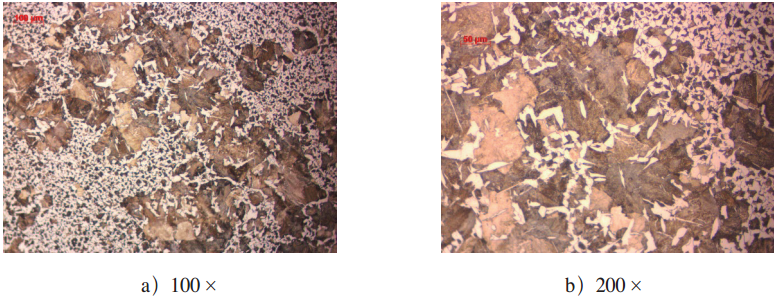
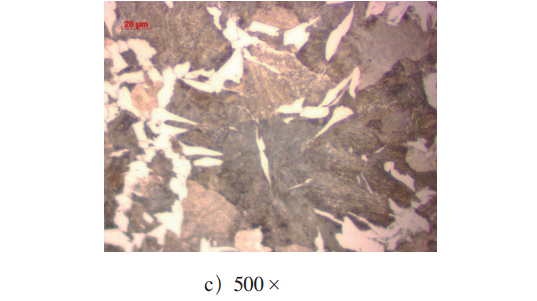
圖3 一遍正火金相組織
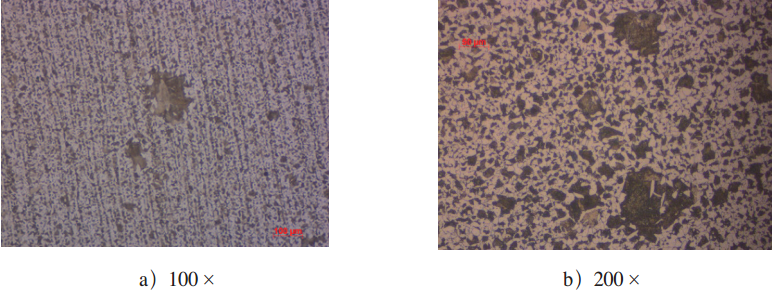
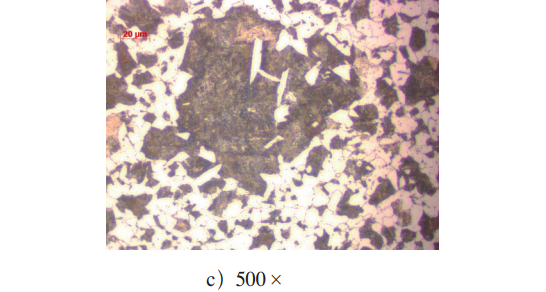
圖4 二遍正火金相組織
2)對于鍛造后的毛坯采用680℃±15℃、保溫3h后空冷,然后正火。高溫回火加正火金相組織如圖5所示。
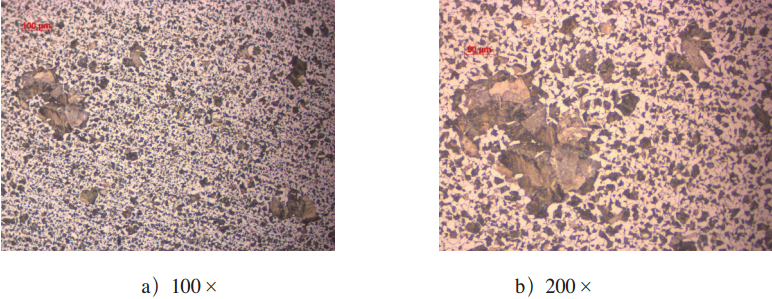
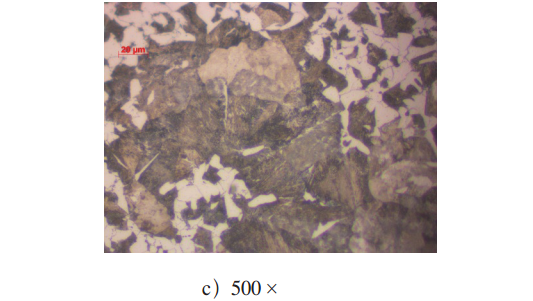
圖5 高溫回火加正火金相組織
3)提高始鍛溫度,對于鍛造后的毛坯,放入有耐火石棉包溫的保溫框(產(chǎn)品鍛造后毛坯顏色見圖6)。試驗參數(shù)如下:始鍛溫度為1200℃±30℃,對鍛造過程進行優(yōu)化,最終確定終鍛溫度為820~850℃。高溫鍛造,余熱退火加正火金相組織如圖7所示。

圖6 鍛造后毛坯顏色
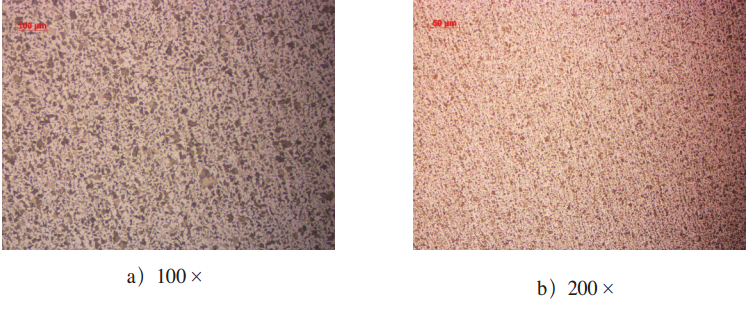
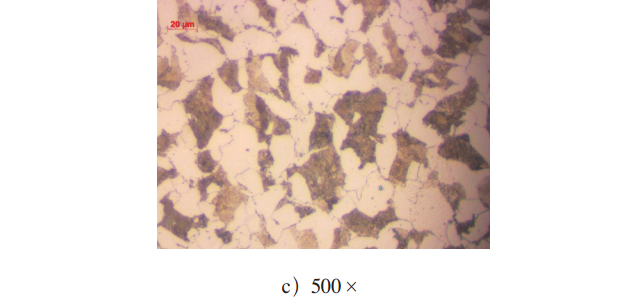
圖7 余熱退火加正火金相組織
四、試驗結(jié)果分析
根據(jù)本次試驗結(jié)果可以看出:毛坯終鍛溫度低,毛坯顏色藍中發(fā)青,氧化皮很少;對于終鍛溫度高,毛坯呈深藍色,氧化皮很薄,均勻;對于鍛造后放入保溫桶中保溫,去應(yīng)力退火,顏色發(fā)灰,并且氧化皮較厚。二遍正火與高溫回火加一遍正火效果差不多;金相組織最好的還是適當(dāng)提高始鍛溫度,再加上余熱退火,但這種處理方式的金相組織與終鍛溫度>950℃的差不多。
分析原因:對于20MnCr5材料,終鍛溫度在790~830℃時,終鍛溫度偏低,可能造成鍛造后的應(yīng)力沒有完全消除,再結(jié)晶不完全。本試驗證明,終鍛溫度高對于消除鍛造應(yīng)力、再結(jié)晶效果好,可以保證正火后的金相組織。對于客戶正火規(guī)范為什么是950℃±10℃,我們對于沒有正火的產(chǎn)品采用中碳鋼正火工藝,正火溫度為890℃±10℃,正火后金相組織與終鍛溫度在950~1000℃時一樣,我們也發(fā)現(xiàn)有些產(chǎn)品毛坯是外購件,來料檢測正火金相組織、硬度、晶粒度都是合格的,但是滲碳淬火后發(fā)現(xiàn)齒輪心部組織粗大、混晶,經(jīng)過調(diào)查也是采用低于900℃的溫度正火。正火溫度高對于鍛造過程產(chǎn)生的缺陷有很好的消除作用,正火溫度低對毛坯鍛造形成的缺陷改善少,隨后在長時間滲碳過程中由于應(yīng)力釋放,造成組織異常。因此,采購毛坯時應(yīng)指定正火規(guī)范,尤其是對正火溫度的規(guī)定。
五、結(jié)束語
根據(jù)這次新品開發(fā)我們得到的經(jīng)驗如下:1)對于開發(fā)新品,訂購新的鍛造生產(chǎn)線,應(yīng)該保證:根據(jù)鍛造材料,提出始鍛溫度、終鍛溫度、生產(chǎn)節(jié)拍,鍛造設(shè)備廠商會根據(jù)生產(chǎn)企業(yè)要求的始鍛溫度、終鍛溫度、生產(chǎn)節(jié)拍,選擇合適的鍛造方式、鍛造設(shè)備,也會根據(jù)其經(jīng)驗建議生產(chǎn)企業(yè)選擇合適的中頻感應(yīng)加熱設(shè)備。2)根據(jù)滲碳溫度確定正火溫度,而不是只要正火檢測合格就可以,盡量選擇高溫正火。3)終鍛溫度的高低對于隨后的正火金相組織影響很大。由于鍛造設(shè)備的局限,開發(fā)新產(chǎn)品會遇到各種問題,只有對問題具體分析,找出變量,才能開發(fā)出合格的產(chǎn)品。
作者:郝豐林,江蘇雙環(huán)齒輪有限公司
蔣勇,蘇州工業(yè)園區(qū)久禾工業(yè)爐有限公司
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進行刪除或付稿費,多謝!)

