
周期式軋管變形原理(deformation theory of pilgrim tube rolling process)
關(guān)于周期式軋管機(jī)軋管的變形過程、咬入條件、前滑、軋制力和軋制力矩的基本理論。周期式軋管是在軋輥變截面孔型與芯棒之間軋制空心毛管。和一般縱軋不同,周期式軋管時軋輥的旋轉(zhuǎn)方向與喂入軋件的方向相反。當(dāng)軋輥旋轉(zhuǎn)時,孔型尺寸不斷改變。
周期式軋管機(jī)的軋輥和孔型如圖1所示。沿軋輥圓周孔型分為空軋部分和工作部分,它們對應(yīng)的中心角分別為θx和θo。孔型的工作部分又分為錘頭區(qū)、定徑區(qū)(或稱研磨區(qū))和出口區(qū)3個區(qū),對應(yīng)的中心角分別為θ1、θ2和θ3。軋制時毛管主要在錘頭區(qū)(脊部)進(jìn)行變形。定徑區(qū)的作用是使鋼管獲得最終直徑和壁厚尺寸。出口區(qū)的作用是使軋輥表面逐漸而平穩(wěn)地脫開鋼管。在軋輥的每個橫截面上孔型為帶直線側(cè)壁的圓孔型。側(cè)壁斜角沿軋輥圓周是變化的,由錘頭區(qū)開始處最大,然后按線性關(guān)系逐漸減小,到定徑區(qū)則不再變化。
在軋輥孔型的空軋部分,毛管與芯棒一起被喂入軋機(jī)送進(jìn)一個距離,即一個送進(jìn)量m。隨著軋輥繼續(xù)旋轉(zhuǎn)和孔型尺寸的變化,軋輥逐漸壓縮管壁并最后進(jìn)行定徑。由于軋輥的旋轉(zhuǎn)方向同送入毛管的方向相反,軋制時毛管和芯棒隨軋輥的轉(zhuǎn)動一起朝反送進(jìn)方向移動。軋輥轉(zhuǎn)一周后,孔型重新轉(zhuǎn)到空軋部分,喂入機(jī)再次將毛管送進(jìn)一段,與此同時,將毛管旋轉(zhuǎn)90。。由此可看出,這種軋管過程是間歇和重復(fù)進(jìn)行的,故稱做周期式軋管。
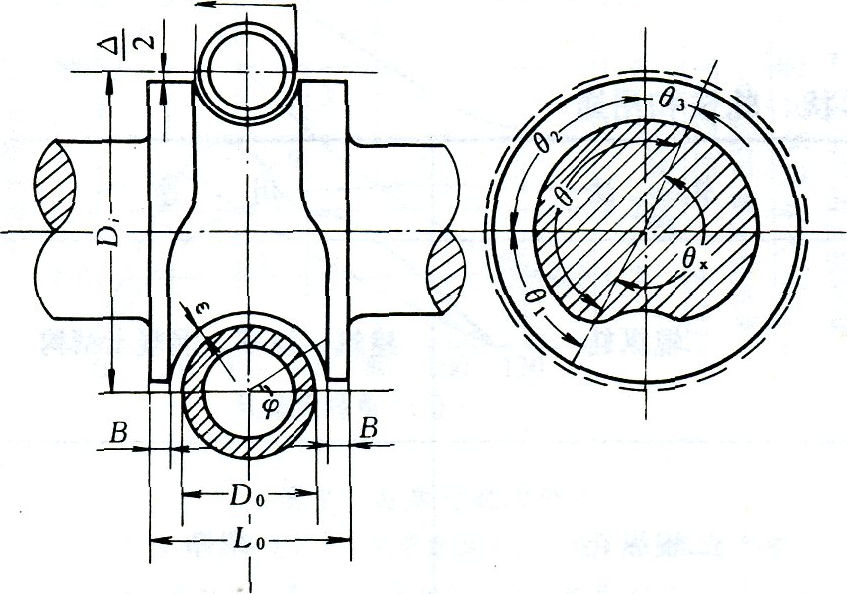
圖1 周期式軋管機(jī)的軋輥和孔型
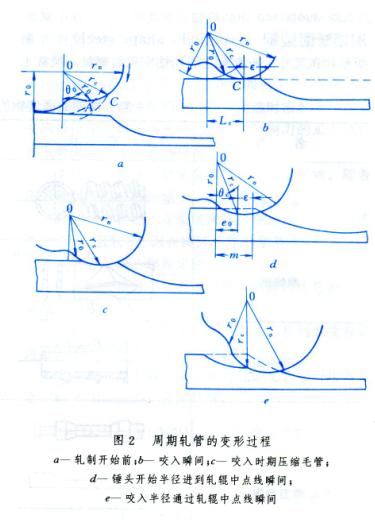
周期式軋管的變形過程 在變形開始前(圖2a)弧AC的軋輥表面幾乎平行于毛管的母線。當(dāng)旋轉(zhuǎn)到某一角度后,軋輥和毛管在C點接觸,C點相當(dāng)于咬入瞬間(圖2b),這一點的軋輥半徑稱咬入半徑rc它大于軋輥工作部分的最小半徑r0。在r0和rn(軋輥工作部分最大半徑)之間所有點和毛管的接觸都較C點晚。在r0旋到兩輥中點線之前,靠軋輥表面壓縮毛管壁厚(圖2c),這時的變形過程類似在旋轉(zhuǎn)擺動錘下的變形。當(dāng)r0旋轉(zhuǎn)到中線位置后(圖2d)壁厚的減薄靠連續(xù)增大(在rn之內(nèi))軋輥半徑來實現(xiàn),這一階段變形類似于縱軋的變形過程。
當(dāng)rn旋轉(zhuǎn)到軋輥中點線,軋制就進(jìn)入了定徑過程。由于定徑區(qū)內(nèi)軋輥半徑是不變的,從這時不再有大的變形,軋輥主要起定徑和研磨作用,以改善管子的尺寸精度和表面質(zhì)量。
孔型空軋部分再開始轉(zhuǎn)到軋輥中心連線處時,又將毛管向軋輥送進(jìn)一個送進(jìn)量m,重新實現(xiàn)咬入和重復(fù)下一個軋制周期。
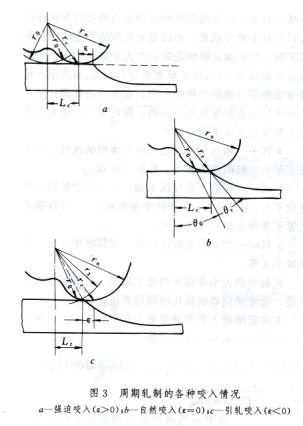
周期式軋管時的咬入條件 周期式軋管的咬入條件分強(qiáng)迫咬入、自然咬入和引軋咬入3種(圖3)。(1)強(qiáng)迫咬入。特點是咬入半徑rc落在毛管的母線的某點上,此點到周期頭的距離ε>0。這種咬入在生產(chǎn)中很少見到,只發(fā)生在送進(jìn)量過大時。(2)自然咬入。咬入時ε=0,周期軋制穩(wěn)定過程的特征。(3)引軋咬入。咬入時ε<0,當(dāng)送進(jìn)量很小時產(chǎn)生。在這種情況下實現(xiàn)咬入的不是半徑rc,而是較小的半徑r3。
周期軋制的軋制過程分為兩個時期,即未穩(wěn)定過程時期和穩(wěn)定過程時期。在開始軋制毛管前端時,一般在軋輥轉(zhuǎn)6~25轉(zhuǎn)后才能形成周期頭,這個時期的特征是送進(jìn)量小,毛管反沖小(即毛管被軋輥壓出的距離小),因此毛管旋轉(zhuǎn)角也小(小于正常情況下的90。),這一階段軋制是引軋咬入。
穩(wěn)定過程時期的特征是,周期頭已完全形成,送進(jìn)量已達(dá)到正常值,毛管旋轉(zhuǎn)角達(dá)90。,這時是自然咬入并在喂入機(jī)的軸向力Q作用下實現(xiàn)變形(圖4)。在自然咬入條件下,毛管和軋輥在C點接觸,在C點做一切線,其傾角為φ。
在開始和軋輥接觸時,毛管邊部被擠壓,形成一定的接觸面積,產(chǎn)生一個正壓力P,正壓力的水平分量為Px:
Px=Psinφ
Tx和Px同方向,因此為了實現(xiàn)自然咬入應(yīng)滿足如下條件:
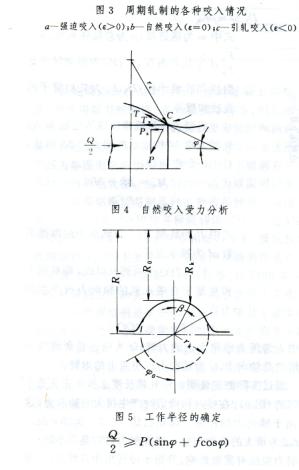
式中Q為軸向力,包括來自喂入機(jī)的力、導(dǎo)向裝置上的摩擦力和運(yùn)動體的慣性力。由公式可看出,能否實現(xiàn)咬入在很大程度上決定于φ角,而φ角是由孔型設(shè)計確定的。軋輥錘頭形狀分為鈍和銳兩種,銳的φ角大,咬入困難,但在穩(wěn)定過程時期咬入不會有多大困難。
周期式軋管的前滑 周期式軋管時金屬與軋輥滑移情況和一般圓孔型軋管一樣(見連軋管變形原理),在孔型頂部金屬流動速度大于軋輥圓周速度的水平分量;而在側(cè)壁區(qū)孔型表面圓周速度的水平分量則大于金屬的運(yùn)動速度。孔型中心有若干點,在這些點上軋輥的水平速度和金屬流動速度一致。將這些點連接起來形成一個臨界面,在臨界面上的軋輥半徑Rk稱為工作半徑(圖5):
Rk=R1-rkcosβ
由于rk和φ0(1/4孔型上金屬與軋輥接觸弧的圓心角)沿變形區(qū)各橫截面是變化的,故工作半徑和滑移沿變形區(qū)的分布也是變化的,而且除前滑還可能有后滑。
變形區(qū)中前滑區(qū)和后滑區(qū)的分布如圖6。沿軋輥頂部臨界面的位置用臨界角β0表示。
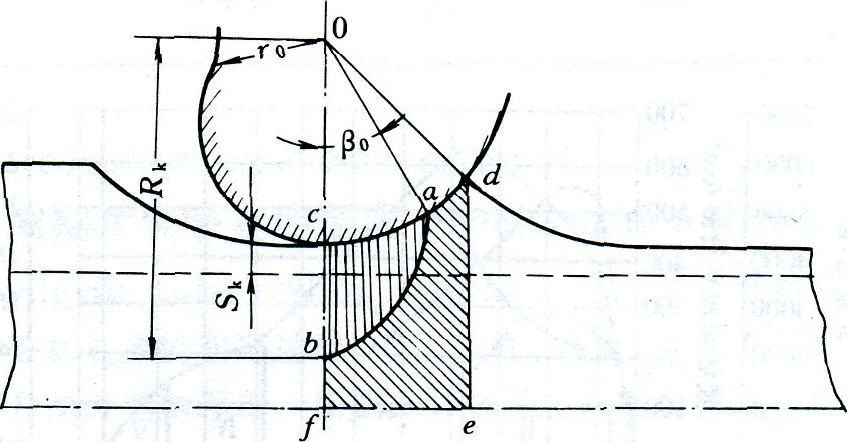
圖6 周期軋管的前滑區(qū)(abc區(qū))和后滑區(qū)(adefb區(qū))
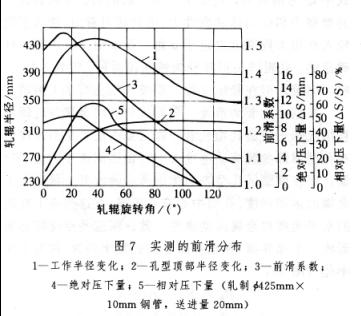
前滑值也可由直接測定金屬速度求出(圖7)。前滑值不僅決定于孔型尺寸,且決定于變形量。
由實驗得出,工作半徑最大值不在軋輥半徑最大的錘頭壓縮區(qū)末端,而前于此位置,雖然脊部軋輥半徑增加,而工作直徑卻減小,這可解釋成絕對壓下量和相對壓下量降低造成的。
在定徑(研磨)區(qū)開始處,展軋金屬的移動體積和軋輥的工作半徑隨著壓下量的減小而減小,這個區(qū)的長度決定于金屬移動體積的數(shù)值。定徑區(qū)其余部分工作半徑實際上是不變的,僅僅取決于孔型尺寸。
前滑系數(shù)最大值的位置(圖7)取決于毛管和管子尺寸,同時也取決于壓下量沿軋槽長度的分布和特征,也就是取決于所采用的孔型設(shè)計。
周期軋管的最大前滑系數(shù)比較大(可達(dá)1.5~1.6),這是由于孔型直徑d和軋輥直徑D之比d/D大造成的,周期軋管機(jī)d/D達(dá)到0.6,甚至更大。
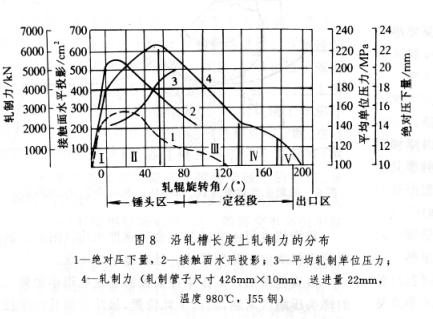
周期式軋管的軋制力和力矩 軋制力沿軋槽長度上是變化的(圖8)。可以把軋制力的分布分成I~V個區(qū)域:
I區(qū)——從咬入開始到軋輥開始半徑rc轉(zhuǎn)出軋輥中心連線,表現(xiàn)為軋制力從零迅速升到(0.5~0.7)Pmax,(Pmax為軋制力最大值)。
Ⅱ區(qū)——錘頭區(qū)。在該區(qū)軋制力增加到最大值。最大值的位置取決于軋輥孔型設(shè)計和軋制管子的壁厚。在該區(qū)始端接觸面積達(dá)到了最大值,隨后由于孔型寬度減小和瞬時變形區(qū)壓下量的減小,接觸面積減小。而軋制單位壓力沿錘頭區(qū)整個長度上都在增加,這和壁厚減小有關(guān)。軋制薄壁管時單位壓力增加趨勢比接觸面積的減少更為強(qiáng)烈,所以最大軋制力往往位于錘頭區(qū)末端。而軋制較厚壁毛管時最大軋制力的位置向錘頭區(qū)始端移動,這與壓下量重新分布有關(guān)。因為壓下量的分布決定了接觸面積的分布,而這時沿軋槽長度上平均單位壓力的變化是很小的,即軋制力的最大值位置主要決定于壓下量的分布。
Ⅲ區(qū)——相當(dāng)于展軋金屬移動體積的區(qū)域。隨著壓下量和接觸面積的減少,軋制力降低。
Ⅳ區(qū)——相當(dāng)于定徑區(qū)末端。在該區(qū)中軋制力值變化不大,且較小。因在該區(qū)中變形量最小,僅僅是展軋管子表面上的凸起和定徑。
V區(qū)——相當(dāng)于軋輥出口區(qū)。在該區(qū)中軋制力逐漸減小為零。
軋制力的大小在很大程度上取決于軋制溫度和送進(jìn)量,通常同前者成反比而同后者成正比。
大多數(shù)情況下需要確定最大軋制力,它可用舍瓦金公式計算:
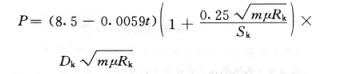
式中m為送進(jìn)量;μ為總延伸系數(shù),μ=F0/Fk;t為軋制溫度,℃;Rk為研磨區(qū)中孔型頂部軋輥半徑;Dk,Sk為軋后管子的直徑和壁厚。
周期式軋管機(jī)傳動軸的扭矩M0由軋制力矩M和軸承摩擦力矩Mf組成,對于一個傳動軸:
M0 = M + Mf
Mf = Pfd / 2
式中P為軋制力;f為軸承中的摩擦系數(shù);d為軸承直徑。
軋制力矩由兩部分組成,即軋制力和克服來自喂入機(jī)的軸向力所產(chǎn)生的力矩:
M=Pb+0.5QC
式中b為壓力作用點上的力臂;Q為喂入機(jī)和慣性力作用的總軸向力;C為軸向力作用點上的力臂。
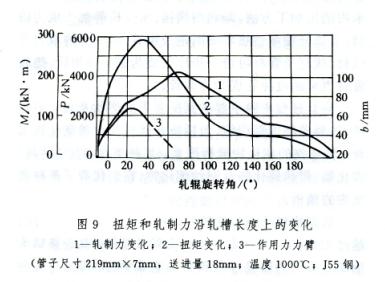
通過實際測定證明,沿軋槽長度上扭矩變化是不均勻的(圖9)。在咬入和錘鍛時產(chǎn)生很大的軸向力,這時由于軸向力的作用,扭矩已達(dá)(0.7~0.75)Mmax(Mmax為最大的軋制扭矩),而軋制力這時是很小的,對軋制力矩沒有重要影響。開始半徑轉(zhuǎn)出中點線之后,軸向力迅速下降,而軋制力由于壓下量的增加而增大,也導(dǎo)致軋制力矩增加。
當(dāng)軋輥轉(zhuǎn)角為25。~35。扭矩達(dá)到最大值,而這時的軋制力在軋制薄壁管的情況下還未達(dá)到最大值;到稍后一些,一般在錘頭壓縮區(qū)的末端才達(dá)到最大值。之后,軋制力矩迅速下降,在金屬移動體積展軋完之后,軋制力矩就不再變化了。
周期式軋管時單位壓力沿接觸弧分布也是不均勻的,這就造成合力作用點的位置隨著軋輥的旋轉(zhuǎn)由入口截面向出口截面移動,移動值由系數(shù)φ來估計(圖10):
φ = b / L
式中L為咬入弧長。
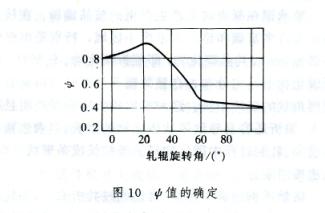
根據(jù)測定,系數(shù)φ與管徑、壁厚、送進(jìn)量以及軋制溫度等關(guān)系不大。考慮到合力作用點位于臨界線上,上式可以改寫成如下形式:
![]()
式中Rk為工作半徑。
用此公式可以確定軋輥在任何位置上的軋制力矩。計算證明,0.5QRk值在軋槽大部分位置上變化很小,對于203~406mm(8”~16”)周期式軋管機(jī)組可近似取等于40kN?m,對152~304mm(6”~12”)機(jī)組可取30kN?m。
掃二維碼分享給你的朋友。2、點下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.senlake.cn/Steel-Knowledge/Deformation-principle-of-periodic-tube-mill.html
|